凝土U型渠道成型机P型为普通型,S型为数控型。
一. 成型机安装调试及维护
1. 本机安装基础为水泥地面,地面厚度不低于15厘米,要求平整,无需地角螺栓固定。
2. 液压站安装在机身后面,将液压站油管接头与机身油管接头找平找正对接即可(S型)。
3. 将液压站注入46﹟液压油,注油量为120公斤。
4. 按通电源(380V. KW),电机转向为顺时针。启动油泵按钮,液压系统试运行5-10分钟,调试至所需压力。调试方法如下(附图):
①. 震动器转向依安装位置向内转。
②. 先调低压调整螺钉⑹,手柄按顺时针方向缓慢旋转(不可过大),调整压力为1-1.5Mpa,锁好锁紧螺母以防止松动。
③. 调整高压调整螺钉(7),调整方法与低压阀相同,调整压力为10-12Mpa
④. 锁紧油缸节流阀的调整:在高压系统工作正常后,按顺时针方向旋转节流阀⑾手柄一周并进行模具的关闭和开启动作试验,达到无卡滞无冲击现象即可。锁紧调整螺钉(出厂时已调整好)。
5. 检查机身导向系统润滑良好,震动系统试震正常,模具固定牢靠,压头运行正常。
6. 手动/自动开关搬至手动位置时震动、锁紧、开启、上升、下压均需点按相应按钮方可动作。
7. 控制面板上手动/自动开关搬至自动位置。此时机器进入自动控制状态,即模具锁紧装置自动锁紧,输送机自动吐料(S型),震动器自动震动,压头自动下压,压头自动上升,锁紧装置自动开启。
8. 震动装料时间、震动停止后压头下压前的装板时间及夹紧时间均可自由调节,但装板时间应以安置上垫板时间加安全时间。切防压头压下时伤手,紧急情况下可按急停大按钮。
9. 冷却器⑿外接水源接头即可,水可循环使用。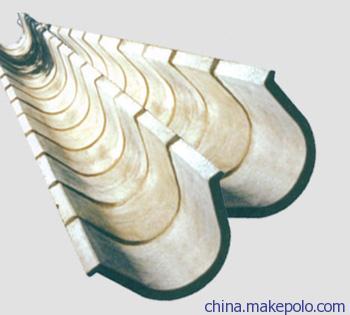






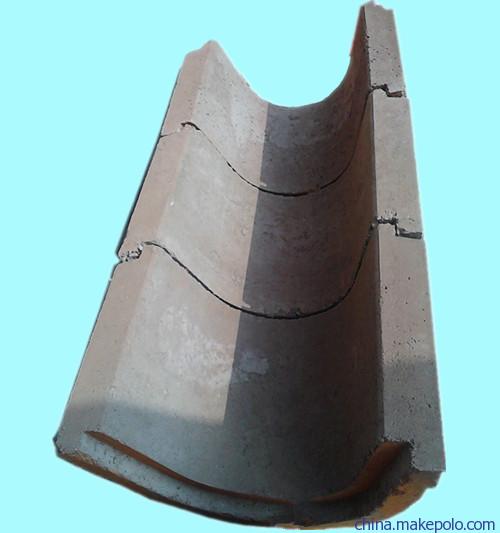



流量20-120立方/h,外型尺寸2400*120*2600mm,U-2砼构件成型机技术特征和性能;采用1.5-2.2高频率震动和液压完美结合对水泥,石子,沙子所拦合的水灰比为0.3-0.4以内各种调配的混疑土进行强制成型,主机采用分级油箱结构,避免了由于夏天气温高液压油散热不充分出现泛白的现象,从而大大提高机器的使用寿命和不必要资源浪费,该机能在全幅震动状态下进行压摸成型。
构件在最佳的游离状态下达到最佳合易性,构件内外全面密实,表面十分光滑,无缺陷,通过配置相应模具可以生产全UD20,30,40,50,60,U型渠道,1/2U60,70,80,100,120以内的各种弧形,1/2弧形,全梯形砼构件渠道。性能和特点;主机一台,专用垫板400块,模具2套,专用车2台,台机5人,拌料1人,拌摸2人,推件2人。时产U型槽55-65节。




