
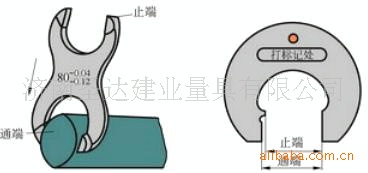
依照极限尺寸判断原则设计的量规,称为光滑极限量规(简称量规)。检验孔用的量规称为塞规,检验轴用的量规叫环规或卡规。量规由通规(通端)和止规(止端)所组成。通规和止规是成对使用的。检验时,通规通过被检轴、孔则表示工件的作用尺寸没有超出最大实体边界。而止规不通过,则说明该工件实际尺寸也正好没有超越最小实体尺寸
光滑极限量规的分类
按用途分:工作量规、验收量规、校对量规
1、工作量规——工人在加工中用它来测工件的。通端:T 止端;Z
2、验收量规——检验部门或用户来验收零件的。
3、校对量规——用来校对轴用量规,以发现卡规是否已磨损或变形。
对于孔量规的校对一般用通用量仪来校换。、工作量规的设计
1、工作量规的公差带
a工作量规基本尺寸的确定:各种量规是以被测工件的极限尺寸作为基本尺寸。
T=MMS {dmax Dmin}
Z=LMS {dmin Dmax}
b工作量规的公差带
1)制造公差——控制量规制造时产生的误差。
2)磨损公差——规定有一个合理的寿命。
通端:制造公差、磨损公差 止端:制造公差
国标规定两种方案:量规公差带以不超出工件极限尺寸为原则分布在尺寸公差带之内。
通规的制造公差带对称于Z值。
Z——制造公差带中心至被测工件MMS之间的距离,其允许磨损量以工件的MMS为极限。
止规的制造公差带是以工件的LMS算起。
量规公差带中:大小要素——T;位置要素——Z
2、形位公差 圆度(平行度)等于制造公差的一半
3、量规极限偏差的计算
一般步骤如下:
1) 量规的基本尺寸
2) 查出工件的基本偏差与标准公差
3) 定量规的公差带大小T和位置Z
4)计算各种量规的上、下偏差
5)最后画出公差带图




依照极限尺寸判断原则设计的量规,称为光滑极限量规(简称量规)。检验孔用的量规称为塞规,检验轴用的量规叫环规或卡规。量规由通规(通端)和止规(止端)所组成。通规和止规是成对使用的。检验时,通规通过被检轴、孔则表示工件的作用尺寸没有超出最大实体边界。而止规不通过,则说明该工件实际尺寸也正好没有超越最小实体尺寸
光滑极限量规的分类
按用途分:工作量规、验收量规、校对量规
1、工作量规——工人在加工中用它来测工件的。通端:T 止端;Z
2、验收量规——检验部门或用户来验收零件的。
3、校对量规——用来校对轴用量规,以发现卡规是否已磨损或变形。
对于孔量规的校对一般用通用量仪来校换。、工作量规的设计
1、工作量规的公差带
a工作量规基本尺寸的确定:各种量规是以被测工件的极限尺寸作为基本尺寸。
T=MMS {dmax Dmin}
Z=LMS {dmin Dmax}
b工作量规的公差带
1)制造公差——控制量规制造时产生的误差。
2)磨损公差——规定有一个合理的寿命。
通端:制造公差、磨损公差 止端:制造公差
国标规定两种方案:量规公差带以不超出工件极限尺寸为原则分布在尺寸公差带之内。
通规的制造公差带对称于Z值。
Z——制造公差带中心至被测工件MMS之间的距离,其允许磨损量以工件的MMS为极限。
止规的制造公差带是以工件的LMS算起。
量规公差带中:大小要素——T;位置要素——Z
2、形位公差 圆度(平行度)等于制造公差的一半
3、量规极限偏差的计算
一般步骤如下:
1) 量规的基本尺寸
2) 查出工件的基本偏差与标准公差
3) 定量规的公差带大小T和位置Z
4)计算各种量规的上、下偏差
5)最后画出公差带图


依照极限尺寸判断原则设计的量规,称为光滑极限量规(简称量规)。检验孔用的量规称为塞规,检验轴用的量规叫环规或卡规。量规由通规(通端)和止规(止端)所组成。通规和止规是成对使用的。检验时,通规通过被检轴、孔则表示工件的作用尺寸没有超出最大实体边界。而止规不通过,则说明该工件实际尺寸也正好没有超越最小实体尺寸
光滑极限量规的分类
按用途分:工作量规、验收量规、校对量规
1、工作量规——工人在加工中用它来测工件的。通端:T 止端;Z
2、验收量规——检验部门或用户来验收零件的。
3、校对量规——用来校对轴用量规,以发现卡规是否已磨损或变形。
对于孔量规的校对一般用通用量仪来校换。、工作量规的设计
1、工作量规的公差带
a工作量规基本尺寸的确定:各种量规是以被测工件的极限尺寸作为基本尺寸。
T=MMS {dmax Dmin}
Z=LMS {dmin Dmax}
b工作量规的公差带
1)制造公差——控制量规制造时产生的误差。
2)磨损公差——规定有一个合理的寿命。
通端:制造公差、磨损公差 止端:制造公差
国标规定两种方案:量规公差带以不超出工件极限尺寸为原则分布在尺寸公差带之内。
通规的制造公差带对称于Z值。
Z——制造公差带中心至被测工件MMS之间的距离,其允许磨损量以工件的MMS为极限。
止规的制造公差带是以工件的LMS算起。
量规公差带中:大小要素——T;位置要素——Z
2、形位公差 圆度(平行度)等于制造公差的一半
3、量规极限偏差的计算
一般步骤如下:
1) 量规的基本尺寸
2) 查出工件的基本偏差与标准公差
3) 定量规的公差带大小T和位置Z
4)计算各种量规的上、下偏差
5)最后画出公差带图





