
电解陶瓷隔膜介绍
电解陶瓷隔膜又叫素烧筒(桶)、电解陶瓷缸等,最早发明于日本并服务于日本的汽车工业,像丰田等品牌的汽车外壳的电镀,早就使用该技术。使用该产品可以使电镀液再生,这样可以节约电镀液的用量,降低成本。另一方面可以提高镀件的外观质量。因此该产品的使用具有很高的经济价值。同时,使用该产品后,极大地减少了电镀液的报废排放,因而该产品也是一个节能环保产品。
一、电解陶瓷隔膜的使用领域
电解陶瓷隔膜在电镀行业主要应用于下列两个方面:
1、应用于装饰铬和硬铬镀液电解除杂质。在装饰铬和硬铬生产中,由于工件清理不净等原因,使得镀槽中杂质阳离子逐渐增多,杂质太多将会造成铬镀层的色泽和性能下降,甚至使镀液报废,电解处理镀液耗电而且时间长。采用电解陶瓷隔膜处理镀液,能够较好地清除镀液中杂质阳离子,从而提高电镀产品质量,延长电镀液的使用寿命。
2、运用电解氧化还原原理降低粗化液三价铬。ABS塑料电镀的前处理粗化液,粗化的质量直接影响到塑料件的电镀品质。在粗化过程中粗化液中的六价铬酸与产品产生腐蚀反应生成三价铬和有机物,三价铬的含量过高,会导致粗化液氧化能力减弱,与ABS生成亲水性极性基团的速度将急剧下降,由于粗化不好,工件与电镀层的结合力也会明显下降。六价铬浓度下降到一定程度,会严重影响粗化质量,粗化液就要报废倒掉。废粗化液中含有大量的铬酐和硫酸,将它弃去,不仅浪费大量资源,而且会严重地污染环境。国外(特别是汽车行业)早就采用陶瓷隔膜电解工艺来降低三价铬,使粗化液再生,从而实现节能环保。
二、工艺原理
本工艺是利用电解作用,将杂质阳离子经由陶瓷隔膜毛细孔进入陶瓷隔膜筒内(阴极区),从而达到除去的目的。
因此当筒内之酸液色泽由清变为愈来愈浓,即表示铬液中的不纯物已经被收集在筒内,同时铬液或粗化液中之三价铬,亦经过电解作用,在阳极被氧化为六价铬得以循环利用,阴极的杂质离子留在陶瓷隔膜内得以去除。从而实现了粗化液的循环使用。
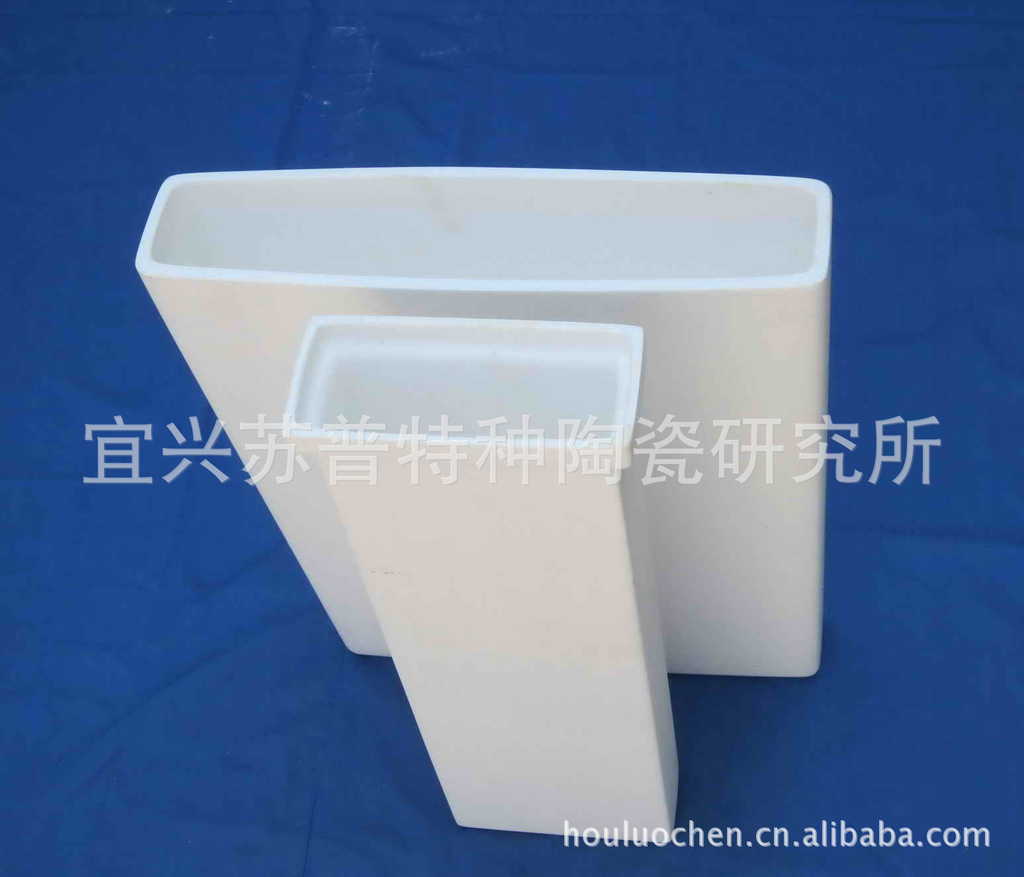
三、产品(电解陶瓷隔膜)性能简介
由上面的介绍可知,该产品要求耐酸碱性好、气孔率高、孔径适中,水通量适当(经验方法为加满水后,陶瓷隔膜外表面冒汗般出水),强度好等。
专业陶瓷研究所出品,值得信赖!
本研究所生产的电解陶瓷隔膜是用高品位陶瓷原料精心配方合成,具有对酸碱极佳的耐腐蚀性能。由于用高温(1500度左右)烧制而成(产品原料成本、窑炉投资成本和烧成成本较高),机械性能强度较高。本所产品的关键技术在于产品气孔率高且气孔分布均匀,孔径适中,电解时的电阻非常小,能够得到均匀的电流分布,这是产品性能(电解效果和使用寿命)超过日本产品和其它国内产品(质量较差,国货当自强!)的关键之处。
产品性能参数
气孔率:>40%
孔径:0.5~2um
抗折强度>20MPa
耐酸度>99%
耐碱度>94%
产品规格:1、400×500×80(上口400高度485-500宽度80)
2、160×60×530(法兰180×80×15身筒160×60×515)
3、直径210高800,650或560
注:1)为保证产品的电解效果和强度,产品壁厚均设计约为5-7mm厚。
2)不同规格的产品可定制。



四、电解陶瓷隔膜工作原理
由于具有优异的物理化学性能,电解陶瓷隔膜在镀液中不会被腐蚀。使用时,陶瓷筒内挂阴极,在接通电源进行电解处理时,杂质金属离子如铜、铁、锌等离子被阴极吸引而渗入筒内,而六价铬离子等水化离子被阳极吸引留在筒外而不进入筒内,在电解完成后拿出陶瓷筒,就达到了除去槽液中金属杂质离子的目的。
五、电解陶瓷隔膜使用方法:
①陶瓷筒使用前,筒内盛满纯水,或泡于纯水中30min以上,筒内外用软布擦试干净。
②陶瓷筒上端两侧用塑料绳或绝缘金属线固定于极杠上,筒内放入铅板挂在阴极杠上。.
③将呈淡褐色的电解液(铬酸50g/L.硫酸10g/L)装入筒内。
④阳极与阴极的面积比为2:1。
⑤电压为4~6V,温度保持在50℃,时间为3h以上。电解作业完成后,先取出筒内的电极极板,再将筒移出槽外,检查筒内电解液,应为深褐色或略有黏稠状,取出电解液倒入铬废水处理槽或单独进行无害化处理。
六、应用效果及经济效益:
传统的粗化工艺中Cr6+毒害性大,消费的铬酐全成“三废”,污染空气和水源,破坏生态环境,危害人体健康,而且也不能实现节能减排和清洁生产。
采用电解陶瓷隔膜后,能够明显的减少六价铬中杂质金属离子的含量,提高铬镀层的质量和恢复电镀铬的正常工艺性能,例如电流效率和分散能力、深镀能力以及镀层的色泽和硬度。北京马营电镀厂、中科院富迪新技术公司和北京煤矿机械厂已经在应用,获得了明显的效果。北京马营电镀厂采用陶瓷桶后,铬酐的使用量从每月补加两次,每次补加50公斤,降低到每月补加一次,减少了铬酐的补加量50%,降低了成本,提高了产品的质量。北京煤矿机械厂在8000升的硬铬槽液中用素烧桶处理三天后,其中的铁杂质从1.64g/L降低到1.25g/L,去除了铁杂质大约3公斤左右。





