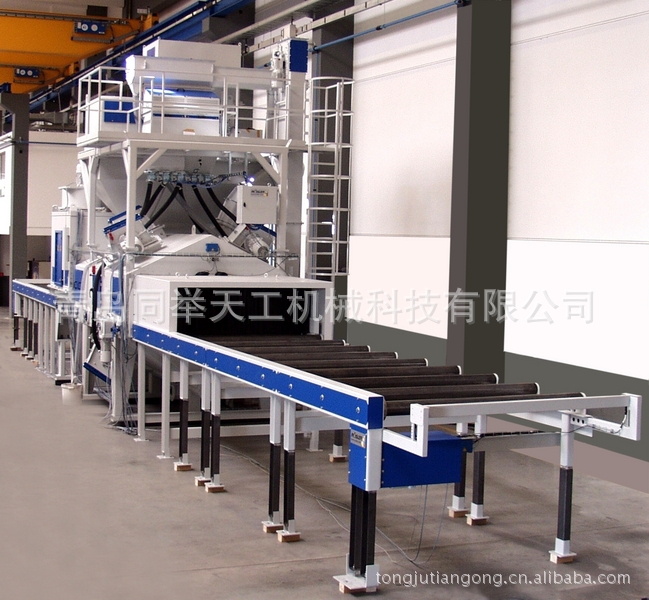
Q69系列钢板抛丸清理机是一套机械、电气自动化和监控高度集成的系统,为保证设备的先进性和可靠性,我们在预处理生产线方案中采用下述关键技术及保证措施:
机械
● 抛丸机的布置
因年钢板处理较大,采用4-10台大功率抛丸器抛丸机在布置上相互对称,以排除“分离器料仓远离提升机侧弹丸少导致其下面的抛丸器得到弹丸少”的不利因素,抛丸相互补充,从而得到均匀一致的清理效果。
● 钢板输送系统
整套工件输送系统变频无级调速,既能够同步运转,各工部又能够独立动作
抛丸室辊道装有特殊材料耐磨护套,以防弹丸抛打
送进、送出辊道具有快速送入、快速送出以及倒行的功能。
● 抛丸清理
工件检测(测高)采用进口光电管,制动电机驱动,设在抛丸室外,防粉尘干扰;设有工件测宽装置,自动调节供丸闸开启数量;
采用4-10台全球领先技术轴座式抛丸器,抛丸量280kg/min,叶片寿命≥600小时,分丸轮、定向套、衬板、护板寿命≥3000小时。
抛丸器线性布置,经过计算机仿真,上下抛丸器一一对应,一次抛打和二次反弹弹丸避开辊道,弹丸覆盖均匀一致。
●弹丸清扫
为满足生产效率较高的要求,在弹丸清理中我们采用:
一级刮扫:高强度尼龙滚刷+收丸螺旋;清扫刷寿命≥6000h
二级清扫:高压风机在清扫室内吹丸吹灰
● 丸料循环净化
采用目前最先进的溢流感应式真正满幕帘多级风选分离器,
采用专用聚脂线芯提升机传动带,
采用远距离控制弹丸控制器,并设有弹丸补充器
弹丸循环系统各动力点设故障报警功能
● 抛丸除尘系统
● 采用三级滤筒除尘器,除尘效率≥99.5%,粉尘排放小于50mg/m3
2.2.2电气自动化
● 电控系统
采用三菱S7-300 PLC控制;
采用ET200M远程IO;
辊道系统采用三菱6SE70变频调速器;
PLC与ET200M、变频器之间采用Profibus-DP总线通讯;
采用数显电流表显示抛丸器的电流;
数显电流表输出标准4-20mA电流信号至PLC模数转换模块。
● 控制与操作
系统分手动、半自动和全自动三种工作方式;
系统设有多个单动和联动工作方式;
设有集中控制台和分控台,各处均设有急停按钮;
采用气控供丸闸阀;
丸料循环系统自动故障报警功能;
抛丸室检修门与抛丸器连锁;
抛丸辊道、底部螺旋输送器与供丸闸连锁。
●分部结构及性能
本生产线由送进辊道、光电检测及钢板测温装置、抛丸除锈室、丸料清扫室、送出辊道、抛丸除尘系统及电气控系统等组成。