

图一 钢瓶磁粉探伤机整机

图二 主机身+配电柜
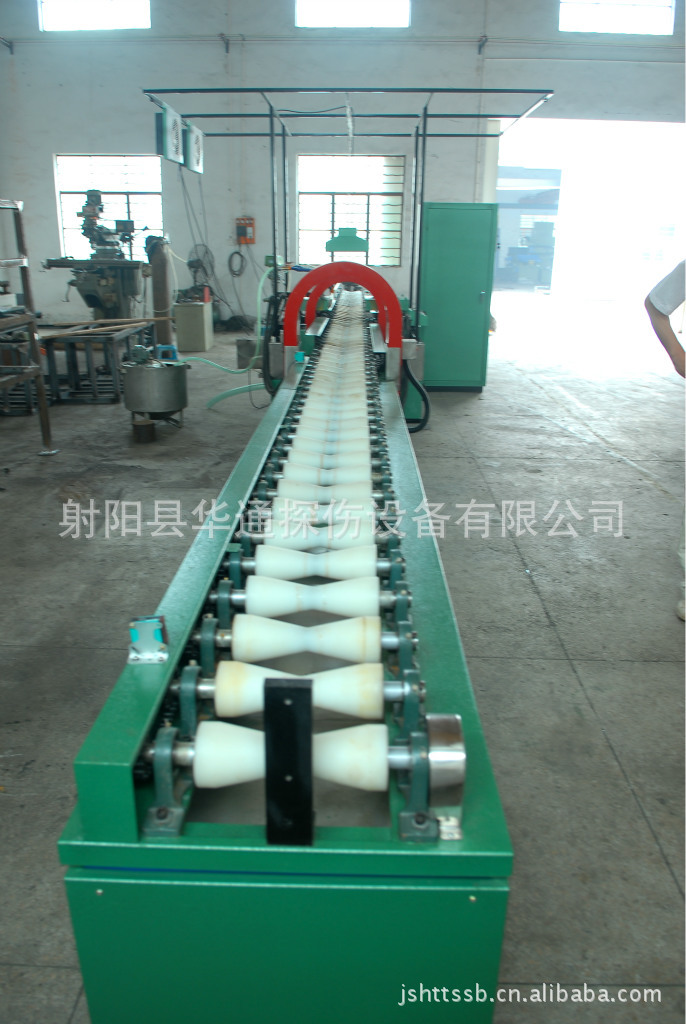
图三 输送 滚轮部分

图四 磁化观察部位
图五 进口紫外灯(日产)
一.设备名称、型号
CJW-16000AT微机控制钢瓶荧光磁粉探伤机
二.检测钢瓶规格;
(1)直径:φ380-425MM
(2)长度:2000-2500MM
(3)允许工件直线度:3‰
三.设备制造标准:
(1)满足钢瓶瓶体荧光探伤工艺要求;
(2)符合GB3721-83《磁粉探伤机》和JB/T8290-1998《磁粉探伤机》;
(3)符合JB/T4730-2005《承压设备无损检测》对检测设备的相关要求;
(4)满足ISO9001质量体系认证文件的要求。
四.设备磁化原理及性能
该机为微机控制半自动湿法荧光磁粉探伤设备,特别适用于自动流水线上铁磁性零件的磁粉检验。它以小型工业可编程序控制器(PLC)为核心对系统的机械程序动作,能按规定程序完成除人工观察及上、下料以外的全部探伤过程,既可自动操作,又可手动单步操作。
磁化电源主电路采用了目前通用的可控硅无极调压技术,利用三相交流电互成120度相位差的原理,周向采用磁轭感应法,纵向采用线圈感应法(见方案图),使两相磁化电流同时施加于被探工件表面进行复合磁化,让磁力线旋转,从而一次探伤可检查出工件表面及近表面因锻压、淬火、研磨、疲劳而引起的裂痕及夹渣等细微的缺陷。
周向磁化时,引磁板离工件距离10~20mm,周向磁化铁芯两侧固定纵向磁化线圈,工件外表面可形成复合磁化,本磁化方式为非接触式,避免接触式磁化灼伤工件的现象。
除复合磁化外,还可对工件分别进行单周向和单纵向磁化,其磁化电流分别可调,均带断电相位控制功能。变压器输出电压都小于36V.
五.设备电源系统
磁化电源控制系统为设备的控制中心,设备所有操作均有控制系统完成。设备控制系统集中安装在电源控制柜中。控制柜系统有控制面板和控制电路配电板,控制面板上装有电源开关,指示灯和各种辅助操作开关,还有周纵电流指示表。控制配电板位于控制柜里面,设备主电流空气开关,交流接触器,同步电源变压器,可编程控制器PLC以及可控硅和可控硅触发模块等全部集中安装在控制电路配电板上。控制操作室装有空气调节器。控制柜和床身均合理连接,以方便操作者调整参数。
六.结构形式(如图附后)
该设备为机、电分体式结构,主要由电源控制柜、磁化装置、输送机构、磁悬液喷洒及回收系统、转动观察装置等组成。
磁化装置主要由周向导磁机构、纵向线圈等组成。床身框架采用6.3槽钢焊接而成,整机系凹凸式,美观大方,门板用1.5冷扎板制做,所有门板均便于拆卸,有利于机床内零部件的维修和更换。该机属机电分立型结构,主要包括:输送装置、磁化装置、工件升降旋转机构、退磁机构、暗室、紫外灯系统、磁化控制系统等几部分组成。
6.1 磁化装置
磁化装置有周、纵向磁化线圈、闭路磁化铁芯、引磁板,周、纵向变压器等组成。
控制柜内有电气元件, 电气元件安装板上装有主要的控制元件和可编程序控制器(PLC)及触发电路板等。
6.2 动作流程:(参考方案图)
(1)操作者把工件运到输送托辊上(或和输送线接口);
(2)输送到磁化位置,托架上升,将工件托离输送辊;
喷淋、磁化,同时转动观察;
(3)观察结束后,工件停止转动,放下工件,将工件向退磁线圈输送;(对长工件需分段磁化)
(4)操作者下料。
6.3 磁悬液喷洒及回收系统
喷液装置由储液箱、搅拌器、抽液泵、集液槽、输液管、喷液嘴组成,其中储液箱、集液槽由非磁性材料不锈钢制成,不产生磁悬液的吸附沉淀。容积约60L。
七.主要技术参数
7.1 周向磁化电流:AC0-16000AT连续可调; AC 0-2000A
7.2 纵向磁化磁势:AC0-16000AT连续可调;AC 0-2000A
7.3 探伤节拍:4米∕分钟
7.4 退磁效果:退磁后的最大剩磁不大于2Gs;
7.5磁化范围:工件外表面;
7.6 磁化方式:周向、纵向、复合磁化;
7.7 探伤灵敏度:A型2#试片清晰显示;
7.8 微机控制和动作:动作时序:由微机自动控制;
7.9 紫外线强度:紫外灯距工件380mm处,在工件表面的紫外线强度≥1000 微瓦每平方厘米;
7.10 电源:三相四线,380V,50Hz,50KVA;
7.11充退线圈内径:φ370MM
八、质量保证
1 设备预验收
1.1 设备预验收是指设备制造完毕后,出厂前的验收。设备发货前10-15天通知需方派员按预定日期到达供方进行设备预验收,验收标准在满足本技术要求的前提下,按JB/T8290-1998标准和双方签订的技术协议进行检验。验收结束,双方签订验收纪要后方可发货。
1.2 设备预验收期间,若发现双方签订的技术协议以外的问题,在返工量不大的情况下,供方在发货前可以给予解决,尽量避免货物到需方提出。
2 安装调试及验收
2.1 安装调试是指设备到达需方后,在操作现场的安装与调试。设备到需方后,必须在一周内通知供方,3日内供方安装调试人员到达需方进行安装调试,并进行正式验收。若验收结果仍存在问题,供方可在不影响需方生产的前提下15天内给予解决。
2.2 安装调试结束后以双方签署的“入厂验收报告”之日起算保修期。
3 售后服务
3.1 设备所有元器件及原材料的购进,都是通过严格筛选和认证,保证是正规厂家生产。
3.2 所有自制件均采用合格材料,严格按设计工艺要求制造。
3.3 质量保证期:设备自双方签署 “入厂验收报告” 之日起,保修12 个月,并终身服务。
3.4 保证期内出现设备本身质量问题,需方将立即通知供方,供方在48小时内到达需方,免费修理。保证期外出现质量问题,在48小时到达需方(有偿修理),均在15天内完成修复。
4 人员培训
供方可免费为需方培训与使用设备的有关人员,培训地点在供方或需方,直至学会为止,但供方无权发证,如需上岗证,必须通过国家或部、省、行业举办的无损检测培训班,获取二级资格证方可上岗。
我们提供一切磁粉探伤机的生产制造业务,同样我们提供代加工,为广大设备销售企业、销售个人、销售单位提供不同要求不同等级要求的荧光磁粉探伤设备,我们和日本磁粉探伤机设备制造企业建立了长期的合作关系,且每年有近50台大型非标设备,30台小型设备,50到100台小型设备的设计制造,在多个行业有着行业领先的解决方案,如粉末冶金行业我们研制成功的剩磁浸泡机构,将探伤深度提升2-5倍之间(A1号试片清晰可见),工作效率提高达到十倍以上,且功耗只是原有设备的20%左右,已经在多家知名企业投入生产,且得到了企业管理者的和设备操作人员的充分认可!!!

粉末冶金浸泡机
轴承、球笼、保持架(铁保)、万向节、钟形壳、等汽车零部件由探伤到退磁到清洗到烘干最后再到涂油全套流程仅需一到两人操作(两套设备在某知名企业是三个工人的配置,在人工上节省了3到5个操作工,在场地上因为是流水线整体操作,节约场地近70%!!!在外形上我们采用的是整体对称式制作,外形美观大方!电器材料采用国内知名电器品牌(德力西、人民电器),做到电器材料的可更换性,确保设备运行性能稳定、维护费用较低、易于设备维护人员保养!!!(且我们在此声明,本设备为我公司专利产品,具有完整的知识产权,任何个人、集体不得在未经允许的情况下仿照我公司设备、或在任何商业用途之处)

探伤清洗线
其他的我们也就不一一诉说了,我们真诚期待每一位老总、部门领导的参观指导,只要您的信任,我们必将给您我们最好的思路和解决方案
一 价格的定制标准是什么?
以上价格的区别是根据配置的不同而定价的,分为高配、中配、低配三档、而并不是根据订购数量而定的价格,以上价格只是参考价格,会因为原材料的、电器元件、工人工资等原因价格出现变动,敬请谅解,如网页维护不到位而导致的信息误差,我司不做任何形式的通知,请致电华通探伤设备有限公司,或客服询问再做决定
二 为什么我们致电贵司工作人员,而不同工作人员给出的价格会有差异呢?
因为业务员的不同,会因为为您考虑的的机型、还有同一机型不同的配置而导致价格上出现差异,所以您不比计较,因为他们一开始都只是报了一个大概的价格,我司郑重承诺,绝不会因为客户的大小而使价格有差异。您可以让他们先做一个技术方案,表明配置,这样您就可以对比的了。
三 购买贵司机器交货期一般需要多长时间
a 便携式 一般这类机器都是一次性付清款项后,我司当天出库,安排工作人员调试,制作文件,后勤装箱,第二天发货,但订单必须是早晨10点前就完成,因为出库、调试、都是需要时间,如果是10点以后下的单必须要第三天发货的了,每周日不发货,调试人员每周日休息。
b 常规机型 如CDH-2000型机器,一般都是在签订订单时就预付50%货款,货物到达现场安装调试完成付清余款50%,我们在收到预付款50%后会在45个工作日内交付货物,并会在货物运抵客户指定地点后7个工昨日内赶赴现场调试,调试工作保证在3个工作日内完成。
c 特殊机型 这类机器因订单额度一般较高,我们会采用3、3、3、1的结算方式,当我们收到预付款之日起90个工作日内交付客户,我们会在60个工作日内完成机器的制作工艺,剩余的30个工作日是预验收后我司整改和机器在我司进行老化试验的时间。
d 高配机型 这类机器的交货期会因为配件的交货期无法确定,而无法确定,所以这类机器的交货期会在合同生效时告知贵司。
四 机器的交付为什么会需要的这么长的周期
因为磁粉探伤机的制造属于非标机器的制造,我们的每一个客户都将会是一个新的机器的用户,在我们合同生效后,我们的技术人员首先是制作设计图纸,图纸设计完成我们会有一个为期一到两天的论证会,论证方案可行后我们方可以将图纸交付制造人员制造,同时如气缸等元器件次才可以下订单 ,所以请谅解!
五 你们的配置和其他的厂家的配置一样还会有那么大的价格差异的呢?
磁粉探伤机工作原理的特殊性,导致导磁性材料都会影响探伤的效果,我们只做是会在敏感地带采用国标304或者更高标准的白锈钢板作为只做材料,还有电器元件现在高仿的价格是正品价格的一半都不到...这些都会是影响价格的因数,而我们绝对保证所提供的产品与品牌是相符的,其中更重要的是现在很多小公司售后服务都是,小问题处理处理,大的问题就会找这样那样的问题搪塞客户,而等到过了保修期,就没他们什么事情的了,而我们公司已长期客户大部分都能提供十八个月的维修保障,这是很多小公司无法做到的,我们做的不光光是产品同样也是我们华通的品牌!
六 你们的价格和上海北京等地相比是又优势,但质量方面是不是可靠的啊?
磁粉探伤机的制造基地就是在我们江苏盐城射阳,如果你要买探伤机不到射阳合德镇工业园区来看看,那你肯定损失了,因为全国最好的磁粉探伤机生产厂家都在这里,我们可以很自信的说,不管从哪一方面说,我们都是排在磁粉探伤机制造的前五位的,上海北京一来他们都是租借的厂房,二来人力成本也很高,更重要的一点就是他们好多复杂的机器做不了,还是要到射阳来需求代理生产厂家,所以就会导致价格上来了。我们从不最求高利润,但我们也不会不要利润,华通要的只是合理的利润!
七、请问中频炉和高频炉对探伤是否有影响,如有,现在可否有解决的方法,是不是一定要独立变压器呢?
以前是这样的因为机器需要采集电网同步信号,大部分企业都是采用独立变压器的方法,而我公司感念广大中小型客户群体如单独设立变压器,对企业来说是一个不小的开支,我公司克服重重阻力,研制了对抗器,所以90%的中、高频问题都可以迎刃而解,只有部分较难的波形还在研制之中,所以大部分企业还是可以放心的购买我们的产品,而不必担心这个问题的,如果实在有什么疑问您可以致电我司,与我司技术确认后在确定下单也可。
射阳华通探伤设备有限公司
联系人:刘以龙
任职部门:市场部
职位:经理
联系电话:18762388857
电话:0515-8369711
传真0515-82369722
qq:799519862
探伤机技术交流群:155920590(加入需是我方客户,因群中共享了部分技术文件资料)
邮箱:liuyilong550@.163.com




