*购买需知:
产品的结构组合不一样会给价格带来一定的影响
请广大客户谅解,
*基本款式选择:








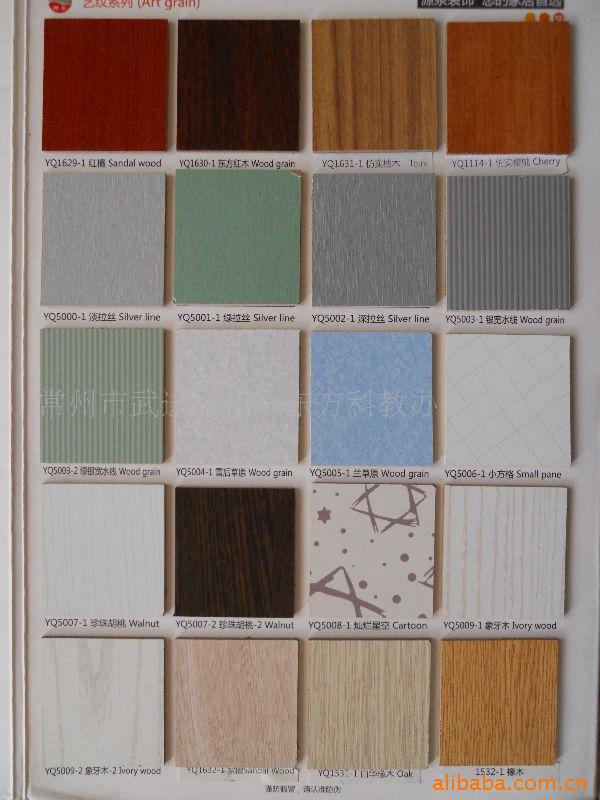
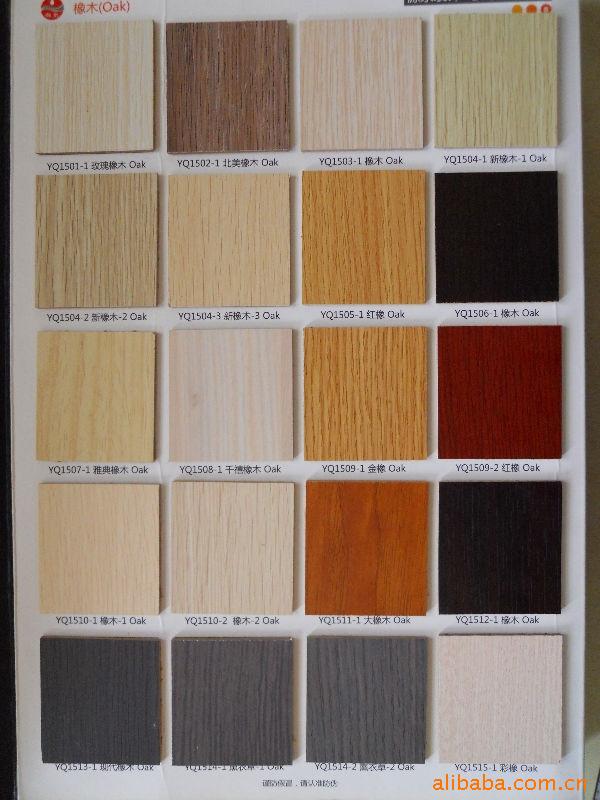
*饰面,三聚氢胺板选择:
*制作工艺:
1.1各涂层均匀;
1.2台面材料具有较强的耐高温、耐腐蚀、抗酸碱、抗冲击力能力;
1.3木制板材表面平整,无毛刺;
2、下料工序
2.1色一致,无划痕,无碰伤、无压痕、无斑点等缺陷;
2.2尺寸工差:长、宽、厚±0.3mm;
2.3板边不直度±O.5mm;
2.4板面曲度;
2.4.1对角线长度>1400mm时,允许值≤2mm。
2.4.2对角线长度<1400mm或≥700mm时,允许值≤2mm。
2.4.3对角线K度<700mm时,允许值≤lmm。
2.5邻边垂直度:两对角线长度≤lmm;
2.6崩边范围:台面、立板下料崩边≤0.5mm,正面不超过3mm,层板、背板、挡板等下料崩边≤1MM不超过7mm;
2.7、锯面与划线位移<0.2mm。
3、钻工工序
3.1置度:空与空、空与边的位置误差≤0.4mm;
3.2空深:空径±0.1mm,不失圆:空深±0.4mm,不裂面;
3.3边崩裂:空崩边≤0.3mm;通空≤0.5mm;
3.4钻空后无明显机械创伤、脱层、进裂等缺陷。
4、开槽
4.1槽宽公差±0.2mm;
4.2槽深公差<±0.5mm;
4.3中心线位置偏移值<0.3mm;
4.4崩边宽度≤1mm。
5、镂铣
5.1四边平直,无明显凹凸现象;
5.2孔尺寸误差≤1mm;
5.3形孔应按实物尺寸套合,间隙≤1mm;
5.4孔崩边正面≤0.5mm,反面≤0.2mm;
5.5镂弧度要求平整、圆滑,凹弧半径(R)≥100mm,凸弧半径(R);
5.6铣圆弧、鸭咀边应表面平整,弧度均匀一致,不得有波浪形状。
6、压板
6.1无明显凹凸、无裂缝、无划痕、无划痕等缺陷;
6.2弯圆弧度一致,无炸裂、无空壳现象;
6.3拼接压板,拼缝平整、紧凑,贴面后无明显拼缝痕迹;
6.4挡水板热弯角度一致,弧度均匀,无脱胶;
6.5反面用余料拼接,接缝平直美观,接缝间隙≤0.5mm;
6.6涂胶均匀一致,每平方米用胶量0.4KG~0.5KG。
7、装配
7.1外观尺寸符合设计要求;
7.2正视面无明显进裂边、色差、碰伤、移位、划痕及裂缝等缺陷;
7.3各种配件安装严密、平整、牢固,结合处无进裂、松动,不得有少件、漏钉、透钉等误操作;
7.4板与板之间的结合间隙≤0.5mm;
7.5框架邻边垂直90度,框架两对角线差≤3mm;
7.6门与框架、门与门、门与抽屉缝隙、间隙人于1.5mm,小于3mm;
7.7上沿线松紧适中,沿线长度与板长误差≤±0.2mm;
7.8过线孔尺寸误差≤±0.5mm;






