天津宇坤通茂轴承有限公司是一家专业销售进口轴承的企业,本公司授权经销商主营:NSK轴承SKF轴承两大品牌。随客户需求并运营:FAG、NTN、IKO、INA、NMB、THK、NACHI等世界著名品牌的进口轴承。国际著名品牌及国内牌产品的大量现货,包括:深沟球轴承、调心球轴承、圆柱滚子轴承、调心滚子轴承、滚针轴承、角接触球轴承、圆锥滚子轴承、推力球轴承、推力调心滚子轴承、推力圆柱滚子轴承、直线轴承、直线导轨、关节轴承等全系列进口轴承。普遍的供给于冶金、电力、石化、航空、钢铁、矿山.机械制造、印刷、电子、纺织、化工、汽车等众多范围。
公司庞大的库存、繁多的种类、齐全的规格,以能够更及时、更方便地满足客户的需求。
我们的服务主旨:始于严厉源于品性感于纤细专业化集成化的运营管理完善的服务精神 保证您的无忧运转。
手机:13752344075 传真:022-27617868
QQ:719964753 联系人:刘女士
旺旺商铺:http://yukuntongmao.cn.alibaba.com

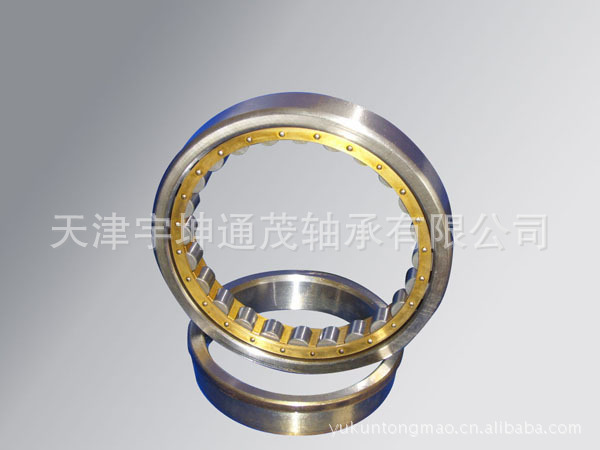
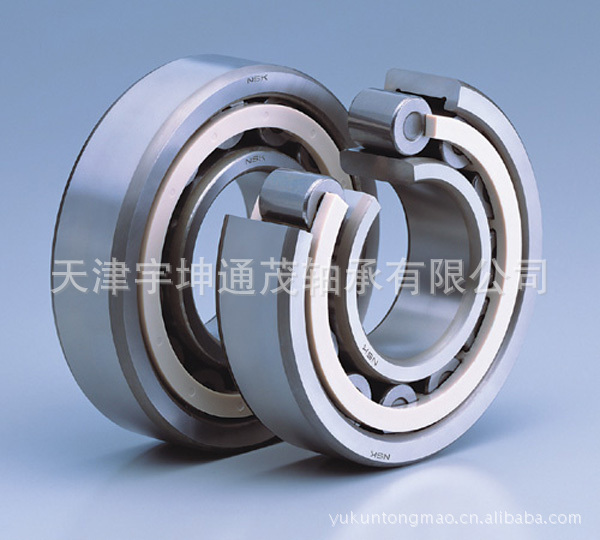
短圆柱滚子轴承:
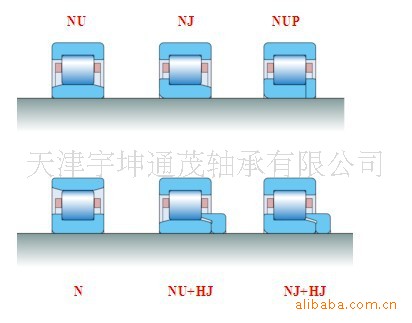
1、标准产品系列:
NU 10XX、NU 2XX、NU 22XX、NU 23XX、NU 3XX、NU 4XX(内圈双向脱落)
N 10XX、 N 2XX、 N 22XX、 N 23XX、 N 3XX、 N 4XX (外圈双向脱落)
NJ 10XX、NJ 2XX、NJ22XX、NJ 23XX、NJ 3XX、NJ 4XX (内圈单侧脱落)
NF 10XX、NF 2XX、NF 22XX、NF 23XX、NF 3XX、NF 4XX (外圈单侧脱落)
NUP 2XX、NUP 22XX、NUP 23XX、NUP 3XX、NUP 4XX (内外均有挡边)
2、满滚子圆柱滚子轴承系列:
单列:
NCF:
NJG:
双列:
NNCL:
NNCF:
NNC:
NNF:
3、后缀表示
E:加强型内部设计
P:玻璃纤维增强尼龙6.6保持架(聚酰胺6.6保持架)
J:钢板冲压成形保持架
M:黄铜机削保持架
短圆柱滚子轴承是一种旋转精度高、配合精确、主要承受径向负荷的轴承,主要用于大型精密机床的主轴和精轧设备的轧辊支承上。近几年来,此类型轴承已成为洛轴集团公司特大型轴承事业部生产加工的主导产品,产值产量约占该事业部的三分之一左右。但是由于该事业部过去沿袭旧的生产工艺流程及加工方法,造成轴承一次配套合格率较低(仅为60%),导致材料及工时的巨大浪费,从而影响该事业部经济效益的进一步提高。
一、对象的选取
短圆柱滚子轴承分为单列、双列、四列等几大类,但仔细研究其结构特点有许多共同之处:直滚道、焊接保护器等。因而在生产加工过程出现的问题也极其类同,所以优化工艺的内容会很相似,故选择年产量最大的短圆柱滚子轴承“32672”型号为代表进行优化工艺结构试验,并将经验推广至其他型号轴承加工工艺中去,以便取得更可观的经济效益。
二、生产加工现状及存在问题
1、“32672”轴承内、外套系用Gcr15simn钢材加工而成,其尺寸系列较大,热处理淬火工序很难控制其收缩量及变形程度,时常造成淬火后椭圆大和无磨加工留量,从而导致内、外套滚道尺寸过磨。
2、“32672”轴承内、外套滚道由于淬火椭圆原因,造成留量不均匀,这样加工残余应力不均匀,从而导致套圈终磨后滚道尺寸不稳定,很难控制在工艺规定范围内。
3、“32672”轴承内、外套滚道初磨加工时,由于机床设备老化等原因造成磨头主轴旋转精度低,就形成粗磨后滚道棱面度大,导致终磨后滚道尺寸超差。
4、技术协调工作跟不上。由于以上原因引起“32672”滚道过磨,影响了整套轴承的装配游隙,致使游隙不合格,造成轴承的回转中心的不确定性,致使保持器中心径过大或过小(保持器孔中心径均按规定统一尺寸加工),时常产生轴承旋转灵活性降低和游隙不均匀的现象,这样导致“32672”轴承一次配套合格率仅为60%,也造成装配工时、加工(钻、焊接)保持器工时及材料等不必要的浪费。
三、改进方案和措施
针对以上问题,对“32672”轴承原加工工艺进行了优化改进,采取的技术措施包括:
1、为防止热处理淬火无留量和变形大,积极与热处理厂联系,配合控制变形量,并根据该厂提供的热处理收缩量数据,适当调整滚道留量。这样就保证热处理淬火后、磨加工留量符合工艺要求。
2、为防止终磨后尺寸不稳定,在原加工工艺基础上增加了附加回火工序,以便消除加工应力,保证滚道尺寸的稳定。
3、通过改造、大修机床设备,提高主轴旋转精度,以及控制进刀量等措适来提高滚道初磨表面光洁度,以防止滚道过磨。
4、通过与生产调度部门协调,在确保生产进度前提下,将工艺结构改为先加工受收缩量影响大的内套滚道,以便在内套滚道过磨情况下,通过技术人员分析计算,制定出相应的措施(外套可适当欠磨和改变保持器孔中心径),以保证配套合格率。
5、压缩滚道终磨公差带,使其尺寸(一批)统一在一个很小的范围内,相互差小。这样就保证配套一次合格率进一步提高,节约了大量的配游隙时间。
采用优化后的磨加工工艺指导生产以来,“32672”短圆柱滚子轴承的一次配套合格率由60%提高到96%以上,大大降低了返修率,节约工时及材料,降低了生产成本。