喷砂房又叫喷丸房、打砂房,主要适应于一些大型工件表面清理、除锈,增加工件与涂层之间的附着力等 效果,大型工件涂装前一般采用喷砂方式进行表面处理,目的是获得粗糙平整的表面,以提高涂层的附着力和装饰性。喷砂系统有封闭式和开放式两种。对于大型工件一般采用开放式喷砂系统在喷砂房内对产品进行喷砂,喷出的磨料由回收装置自动回收。根据磨料回收方式的不同,喷砂系统又可以分为机械式和气力式两种,机械式喷砂系统磨料回收由水平输送装置和提升装置完成,气力式喷砂系统磨料回收靠气流输送。一.气力输送式喷砂房 1工作原理 气力回收式喷砂房主要由房体、喷砂设备、磨料回收装置、通风除尘装置、磨料分选装置和电 控装置组成。为了简化设备,可以将磨料回收和通风除尘两部分合并。风机通过蜂窝地板将磨料、粉尘、气流全部吸到磨料集中过滤器。含粉尘的气体经过滤器过滤,粉尘附着在过滤器外壁,干净气体则穿过过滤器一部分排出到厂房外,一部分循环到喷砂房内。磨料及重的粉尘继续经过磨料槽到分选器。分选器为一内外锥体结构, 内外锥体之间有一可以调节的通道。通过调节芯体,可以改变气流通道截面,从而调节分离比例。分离过程为: 当磨料和粉尘通过通道时,由于重力的作用,粉尘和气体向上通过锥体之间的缝隙出来,而磨料与粗颗粒则掉到锥体下面的振动筛。振动筛进一步将磨料和粗颗粒分离,分离出来的纯净磨料通过筛孔进入指定料斗到喷砂罐再循环使用。通过分选器的粉尘与气体再经过一个过滤器过滤,干净的气体排出厂房外,粉尘则落入废料斗。 2喷砂系统结构 2.1 喷砂系统基本结构 根据工艺要求,喷砂系统选择人工喷砂方式,对不同材质的产品配专用喷砂罐,喷砂罐压力、流量可以根据要求随时调节,每个喷砂罐配备1-4把喷枪,喷砂系统可以同时4把喷枪工作。 2.2 房体结构 喷砂房体由钢板焊接而成,其骨架为门架式结构,门架之间用交叉连接杆连接, 门架通过安装块用地脚螺栓装在地面上。门架两面蒙压制的薄钢板,厚度为0.5~0.8 mm,表面喷漆。为了提高房体的使用寿命,房体内部粘贴厚度为5mm的耐磨橡胶板。橡胶板的技术参数为: 硬度38IRHD,拉伸强度26.6 MPa,延伸率81% ,撕裂强度83% ,磨耗指数(湿)108,温度范围一4-70℃ 。 照明采用防尘照明系统,要求在离地l m处室内照度不小于650 lx。所有通向喷砂房的门都安装有电气连锁装置,保证打开任何一个门时,喷砂系统即停止工作。门外设警告灯,灯亮表示正在进行喷砂。 2.3 蜂窝地板 喷砂房内地板采用专用的蜂窝地板,每个蜂窝地板的尺寸为500mm×500 mm。沿喷砂房长度方向每两排蜂窝地板组成一个蜂窝地板模块。磨料落入蜂窝地板后,风机将其通过料孔吸到收集管道内,然后从收集管道内吸走。 2.4 磨料集中过滤系统 磨料集中与除尘共用一套系统,包括集中风机、集中过滤器等。为保证喷砂房内的能见度,通风次数每小时不少于50次,通风风量为65 130 m3/h。采用3台45 kW 的风机,其中两台风机风量各为21 010 m /h,另外一台风机风量为23 l10 m3/h。磨料集中器分上下两层,下层为磨料通道包括气流阀及排料口。当气流带着磨料、粉尘及杂质进到集中器时,因截面增大,气流速度降,重的磨料及杂质通过排料口落入磨料槽。集中器上部均匀安装42个过滤器,较轻的粉尘气体由安装在集中器上部的风机抽吸,通过过滤器过滤后,其中80%循环 喷砂房内,20%排出到厂房外。集中过滤器滤筒采用celluloid滤筒,每个滤筒过滤面积为28m ,共128个,沿喷砂房右侧均匀排列。滤筒采用电动自动脉冲装置清洁,脉冲装置根据滤筒上的灰尘量调节脉冲频率,控制脉冲的开关,过滤效率为99.8% 。通风管道有吸尘管道、气体循环管道、新鲜空气进气管道和气体外排管道。管道用薄钢板焊接而成,表面镀锌。2.5 磨料回收、分选系统 磨料回收、分选系统包括磨料槽、分选器、过滤器以及连接管道。磨料从磨料槽经连接管到分选器,在此进行分选、回收。为了提高分选器的使用寿命,在其内锥体外部以及外锥体的表面粘贴耐磨橡胶。由于产品材质不同,喷砂所用的磨料也不同。为了避免铁磨料对铝合金车体的影响,在分选器下增加了一套磁选装置,分离铁和非铁磨料,保证铝合金车体喷砂的质量。磁选装置为一磁鼓,磁鼓下设置一永磁铁。磁鼓转动,在磁铁一侧因磁力作用,将铁磨料吸附在磁鼓上;当磁鼓转到远离磁铁的一侧,磁力消失,铁磨料掉到一相应的容器内。磁鼓不断转动,从而将磨料内的铁和非铁磨料分离。 2.6 喷砂设备 整个喷砂系统配置8个喷砂罐,每个喷砂罐配一把直径为10 mm 的喷枪、两个磨料料斗。8个喷砂罐分成两组,每组4个,分别放在各自专用的磨料料斗下面。不同组用于不同磨料,以保证磨料不混杂。 2.7 三维工作台 为方便工作, 喷砂房两侧墙设置有可以三维移动的电动工作台。工作台长1.5 m,宽0.6 m,载重250 kg。行程为:纵向水平28 m,横向水平1 In,垂直3.6 m。工作台上安装控制站,控制主断开关、工作台的移动以及紧急停止。 3总结 气力式喷砂系统因其无机械输送部件,所以无机械故障,维护简单。蜂窝地板直接安装在地面上,地基要求简单。气流上送下吸,降尘时间短,室内气流循环效果好,并与磨料回收共用一套系统,设备简单。 二.机械输送式喷砂房 机械输送式喷砂房为平车往复式专用喷丸机,它由喷丸室体、喷丸器、螺旋输送机、提升机、分离器、弹丸控制系统、照明系统、除尘系统、输送平车、电控系统等部分组成。 1、喷丸室体 本室体由轻钢结构,和夹芯彩钢板制成结构坚固;其内壁衬有耐磨橡胶护板,室体两侧设有安全门。室体四周设有照明灯以保持室内充足的亮度。 2、喷丸器及防护面具 本喷丸机配有1 台喷丸器。喷丸机采用美国CLEMCO 技术制作,它具有下述特点: 1.采用在喷丸器把上安装操作开关,且可实现自动控制,可控制喷嘴喷丸或喷气。这样可用于在清理结束后,喷气清除工作表面的浮灰。 2.喷射力强大、稳定。 可用来长时间、高压力作业,保证了均匀、高质量的清理工作。密封性能良好,工作时无泄漏现象。 3.本机特设了CP-2型调温式防护面具。CP-2 型调温式防护面具由空气过滤器、温度调节器、双层头盔和防护衣组成。经过空气过滤器清除了水汽、油气、铁锈、其他尘粒和难闻气味的压缩空气(空气过滤精度达到0.5um)穿过温度调节器(温度调节范围为10—45℃)徐徐进入双层头盔,从而使操作人员得到温度适中、感觉舒适的清新空气,加上面具开阔的视野,大大改善了工人喷丸时的作业环境,保护了身体健康。采用高效耐用的克林蒙克磨料阀,高效,安全,使用寿命长. 3、螺旋输送器 螺旋输送器由减速机、螺旋轴、输送罩、带座轴承等组成。本部件我公司已实现系列化,通用性、互换性高,性能稳定可靠,整个螺旋轴采用焊后整体加工,从而保证了螺旋轴两端的同轴度。螺旋输送器将底部料斗所收集的弹丸输送至斗式提升机。本部件是设备弹丸循环系统的重要组成部分,螺旋叶片采用6 mm厚13Mn材料,其内外圆均经特殊工艺进行加工后拉伸而成,节距、外圆尺寸均十分精确,提高了螺旋的寿命,降低了运行噪音。 4、斗式提升机 斗式提升机由摆线针轮减速机、上下滚筒、输送胶带、料斗、封闭料筒和涨紧装置等组成。整个结构为一个箱体式密封结构,杜绝弹丸和灰尘外漏。提升机罩壳采用折弯成型焊接结构。提升机罩壳上设有检修门,可维修及更换提升料斗。打开下罩壳上的门盖,可以维修下部传动,排除其底部弹丸堵塞。 本机采用平皮带转动。工作时,固定在输送胶带上的料斗将提升机底部的丸料刮起,然后在提升机电机的驱动下,将丸料送至提升机顶部,最后靠离心重力方式落料,将丸料输入丸砂分离器。同时提升机设有一套涨紧装置。当皮带松驰时,通过调节提升机上部两侧的调整螺栓,可以涨紧皮带。斗提机采用安装使用方便的座式轴承结构,采用密封加隔离结构杜绝弹丸进入轴承内部。并且所有轴承的底部均设计有2-3mm 的隔离板,即使有极少数弹丸漏出也不会进入轴承,从而提高轴承的使用寿命。为了保证工作时输送胶带不打滑,滚筒被制作成鼠笼型,这样既提高了提升胶带与带轮间的磨擦力,避免了老式光皮带轮的打滑现象,又降低了提升皮带的预紧力,延长了提升胶带的使用寿命。弹丸斗提机有反向锁紧装置;防止突然断电等意外情况发生时造成斗提机损坏。 5、丸砂分离器 本分离器为我公司吸收瑞士GEORGE FISCHER DISA(GIFA)公司技术综合开发的,是目前我公司最新式的分离器。本设备的关键部件之一,其分选区的设计尺寸直接影响到分离器的分离效果,如果分离效果不好,将使抛丸器叶片的磨损加快,降低其使用寿命,增加维护成本。 分离器的工作原理:从斗式提升机流入的丸砂混合物,由输送螺旋送至分选区上部,由布料螺旋使其沿分离器全长均匀布料,形成如同瀑布一样的丸砂流幕。同时,除尘风机通过分离器的风口抽风,利用重力风选,将流幕中的弹丸和金属氧化皮碎片、破碎弹丸、粉尘有效分离,料仓进行循环。调整分离器的垂直与水平调节挡板之间的缝口,可以改善布料层的高度及轨迹,配合调整分离区的调节挡板,可以获得良好的分离效果,使分离效率可高达99.5%。 风选系统是在变螺距内螺旋和和流沙孔的稀密布置获得均匀的弹丸流幕的前提下,由风选区的一级撇滤板、二级撇滤板、吸风口、壳体、筛网、抗磨板、贮丸斗和风量调节阀组成。风选系统是重力式阻砂板、导流板、一级撇滤板、二级撇滤板、吸风口、壳体、筛网、抗磨板、贮丸斗和风量调节阀组成。分离形成的均匀的流幕,通过分选区设计的一级撇滤板、二级撇滤板、吸风口、壳体、筛网等形成的风力灰尘,及破碎弹丸的筛选机构,通过4-5 米的过滤风速,将弹丸中的灰尘,及破碎弹丸清除。 6、弹丸分配系统 采用气控弹丸闸阀,调整弹丸控制器上的螺栓,便可获得所需的抛丸量。丸料选择建议选用Φ0.8~Φ1.2铸钢丸,硬度HRC40~45,弹丸使用寿命,消耗费用等经济指标见下表及简单分析。 7、输送平车 由钢结构框架和行走结构组成,在平车的表面上防护有ZGMn13和65Mn的防护板,并带有弹丸回流结构,减小表面堆积弹丸的现象。 8、照明系统 照明系统采用多盏金卤灯分布于室体的四周,各照明灯均有按钮控制其光亮,可达到标准光亮度的1-2倍,加强对照明灯进行保护,室内照度大于75LUX。 9.除尘系统 独特有效的除尘结构: 我们选用的是最先进合理的三级除尘模式: 一级除尘为设计在设备顶部的弹丸沉降室。该沉降室为符合空气动力学原理的惯性沉降室,它即能够实现弹丸的有效沉降,又不会产生压力损失。并且我们在沉降室的下部设计有防止形成气力输送的单向阀门,能够有效地实现弹丸沉降。此级除尘的目的是为了管道吸砂积砂问题。二级除尘为惯性除尘。此级除尘的目的是为了沉降较大颗粒,提高过滤材料的使用寿命(因为高速运行的灰尘颗粒是影响除尘器过滤材料使用寿命的主要因素)。 三级除尘为经久考验的经济实用的滤筒式除尘器或布袋除尘器。滤筒除尘器采用文丘里原理的文氏管脉冲反吹清灰系统,具有过滤风速低、过滤精度高,清灰效果好等优点。布袋除尘器可以采用多种形式进行清灰,包括机械振打、压缩空气反吹或高压风机反吹。 除尘器选择: 除尘系统 A.简述 HR系列高效沉流式滤筒除尘器是我公司吸收国外先进技术,设计制造的新一代高效除尘器,具有以下优点: 极高的空间利用率 过滤元件唐纳森滤筒采折叠的形式布置滤料,过滤面积与其所占体积之比是传统滤袋的30-40倍,达到300m2/m3。使用滤筒可以使除尘器结构更加紧凑,大大减少除尘器的占地面积和空间。 节能性好,滤料使用寿命长 滤筒式除尘器因其滤料布置密度大,较小体积里可以有很大的过滤面积,因而可以降低过滤速度,减少系统阻力,降低运行费用,节约能源。低过滤速度也减少了气流对滤料的破坏性冲刷,延长了滤筒寿命。 使用方便,维护工作量小 整体式滤筒比柔软的传统滤袋具有更好的固定方式,便于运输、安装与检修,一人即可方便地拆装,极大地减少维修工作量。 滤筒再生性能好 采用脉冲、震动或逆气流清灰,都可轻易地使滤筒再生,清灰效果好。滤筒过滤除尘技术是袋式除尘的换代产品,是二十一世纪的过滤技术。 现场工作环境的粉尘排放浓度符合国家环保要求。 B.工作原理 正常操作 在正常操作下,含尘空气经顶部入口进入HSQ型除尘器,然后向下经导流板分散后通过滤芯,粉尘即被阻挡在滤芯外表面上,过滤后的清洁空气经滤芯中心进入清洁空气室,通过出口管排出。 滤筒清灰 滤芯可自动地和间断地进行清灰,其方式是在任一给定的时间内仅有一组(2只)滤芯进行离线清灰。在滤芯清灰过程中,脉冲控制仪接通一只电磁脉冲阀的电源,使相应的薄膜阀喷出脉冲高压空气,高压空气即从内到外穿过滤芯,将附着在滤芯外表面上的粉尘除去,尘粒落入尘斗,然后进入集灰桶。 压缩空气的压力最好调整为6kg/cm2,6kg/cm2-7kg/cm2压缩空气压力是可以满足清灰功能要求的最标准的设定值。压缩空气压力的设定值越小,脉冲阀的耗气量越小。脉冲喷吹控制仪一般可调整到每两分钟清扫一列滤芯,即每两分钟接通一只脉冲阀,要加大清灰能量,可提高压缩空气的压力,但不应超7kg/cm2。 C.结构简介 为本机配置的1台QDS36LT66*2型滤筒式除尘器负责大件喷丸除尘,配备HSQ18LT66*2 负责小件的抛喷丸清理除尘。进风口可如图所示设置在侧面,也可设置在顶部,出风口可如图所示设置在清洁空气室的下部,也可设置在清洁空气室的侧面或顶面。 10.电气控制 本系统实现对QDS2610型抛喷丸清理室的集中控制。本系统以可编程序控制器(PLC)为核心,采用优质电气元件,具有工作可靠,自动化程度高,保护功能齐全等诸多优点。 本系统主电源采用3相380v交流电源,控制回路采用单相220v交流电源,由控制变压器将380v电压降为220v后给控制回路使用;为了降低干扰,PLC的工作电源由单独的变压器供电。 本系统具有比较完备的故障报警功能,帮助操作人员或维修人员迅速找到故障点,减少停机时间,提高工作效率。 本系统电气元件集中安装在电气柜和操作台内,使用人机界面触摸屏,便于操作及维修。 采用进口PLC控制,具有自动/手动两种控制功能。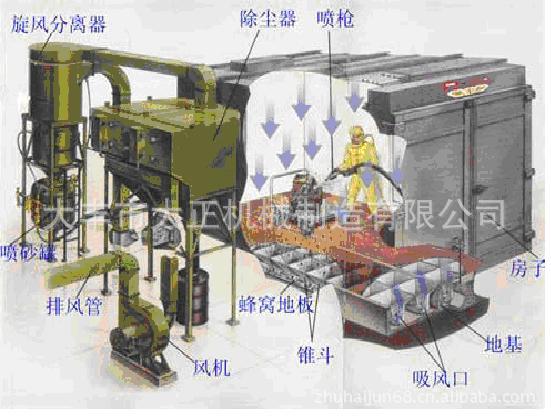
| 





