KempArc Pulse TCS
双丝双弧熔化极气体保护焊接系统
KempArc Pulse TCS(双丝焊接系统)设计用于超大规范、高速自动化焊接应用。MIG/MAG焊并不是一个新工艺,而是配有一个单枪双丝系统,两根焊丝通过两个相互绝缘的导电嘴送出后熔化,并形成同一熔池。MIG/MAG双丝焊工艺的优势已是众所周知。但随着焊接工率和速度的提高,通过系统控制很难实现高品质焊接。这就需要采取必须的工艺过程控制,以实现快速、高精度焊接,诸如形状复杂的大型工件焊接。
KempArc Pulse TCS系统通过采用两种最先进的电源,可卓越进行所有必要控制。每个电源均可控制前电弧或后电弧。前电弧可以控制电弧的熔深,而后电弧可以控制弧坑和焊缝的外观。
多种双丝气保焊工艺
不同的焊接过程:
两根焊丝的直径可以相同也可以不同
两根焊丝的种类(实芯/药芯)可以相同也可以不同
前焊丝用于得到良好的熔深,后焊丝用于盖面成形
前、后焊丝焊接工艺匹配如表格所示 ( KempArc Pulse TCS焊接电源)
KempArc Pulse TCS 焊接电源(双丝双弧控制系统)
KempArc Pulse TCS 实时双弧控制
• 两电弧不会相互干涉
• 两电弧长度可以分别独立调节到最佳状态
• 比较容易、灵活的调整焊接参数
自适应智能融合功能(可选单丝焊接电源KempArc )可以在焊接过程中控制和保持电弧长度始终处于最佳状态.
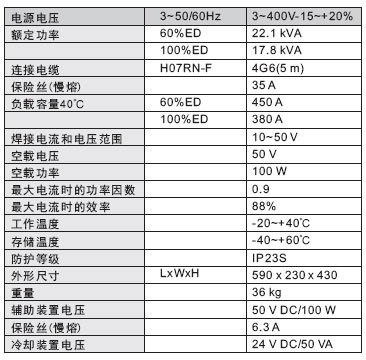
主要技术参数
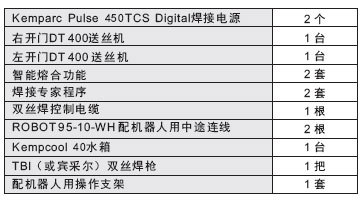
双丝焊接系统配置
双丝双弧气保焊的好处
薄板焊接
•与单丝焊相比可以提高焊接速度
重型结构件焊接(多层多道焊接)
•与单丝焊相比可以提高熔敷率
综合效益
•焊接接头质量更好
•因为熔池焊缝更长,有更多时间蒸发保护气, 减小气孔缺陷
•尽管增加了熔敷率,但焊接线能量输入降低→ 较小的变形→减少了必要的变形修正
•焊接过程本身不需要任何特殊的保护气体( 例如TIME焊接方法)
•在一般的脉冲焊接或射流过渡焊接中可以用同样的气体
•碳钢焊接中用氩气+二氧化碳混合气体( CO2<20%)
•铝合金焊接中用纯氩气或氩气+氦气混合气体
•没有由于旋转电弧引起的缺点( 高熔敷率的单丝焊过程会产生旋转电弧)






