

铝板-1050纯铝板*alcoa铝合金圆棒 1100纯铝板*进口纯铝板广东厂家供应
雄森金属材料有限公司专业经销国内外各种模具钢材、铝合金、材料加工及热处理等批发销售,为满足用户对高品质材料的需求,特供国产:河南铝、重庆西南铝、西关关铝、东北轻铝;进口:韩国韩铝、日本住友、德国安铝、美国镁铝;铅材:铅板、铅锭、铅卷、铅管、铅棒、铅玻璃、防辐射铝材等主营牌号多规格全价格优。
材质证明:
铝的分类:
一、JIS A.A 1000 系列-纯 铝 系
1、 1060 1060 作为导电材料IACS保证61%,需要强度时使用6061 电线
2、 1085 1080 1070 1050 1N30 1085 1080 1070 1050 ─ 成形性、表面处理性良好,在铝合金中其耐蚀性最佳。因为是纯铝、其强度较低,纯度愈高其强度愈低。日用品、铝板、照明器具、反射板、装饰品、化学工业容器、散热片、溶接线、导电材
3、 1100 1200 1100 1200 AL纯度99.0%以上之一般用途铝材,阳极氧化处理后之外观略呈白色外与上记相同。一般器物、散热片、瓶盖、印刷板、建材、热交换器组件 1N00 - 强度比1100略高,成形性良好,其化特性与1100相同。
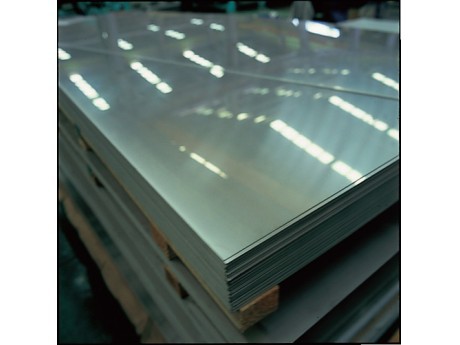
雄森铝板 :

二、日用品 2000 系列- AL x Cu 系
1、 2011 2011 快削合金,切削性好强度也高。但耐蚀性不佳。要求耐蚀性时,使用6062系合金 音量轴、光学组件、螺丝头
2、2014 2017 2024 2014 2017 2024 含有多量的Cu,耐蚀性不佳,但强度高,可作为构造用材使用。锻造品亦可适用。 航空器、齿轮、油;压组件、轮轴
3、 2117 2117 固溶化热处理后,作为铰钉用材,为延迟常温时效速度之合金。
4、 2018 2218 2018 2218 锻造用合金。锻造性良好且高温强度较高,因此使用于需要耐热性之锻造品。耐蚀性不佳。 汽缸头、活塞、 VTR汽缸
5、 2618 2618 锻造用合金。高温强度优越但耐蚀性不佳。 活塞、橡胶成形用模具、一般耐热用途组件
6、2219 2219 强度高,低温及高温特性良好,溶接性也优越,但耐蚀性不佳。 低温用容器、航天机器
7、2025 2025 锻造用合金。锻造性良好且强度高,但耐蚀性不佳。 螺旋桨、磁气桶 2N01 - 锻造用合金。具耐热性,强度也高,但耐蚀性不佳。 航空器引擎、油压组件
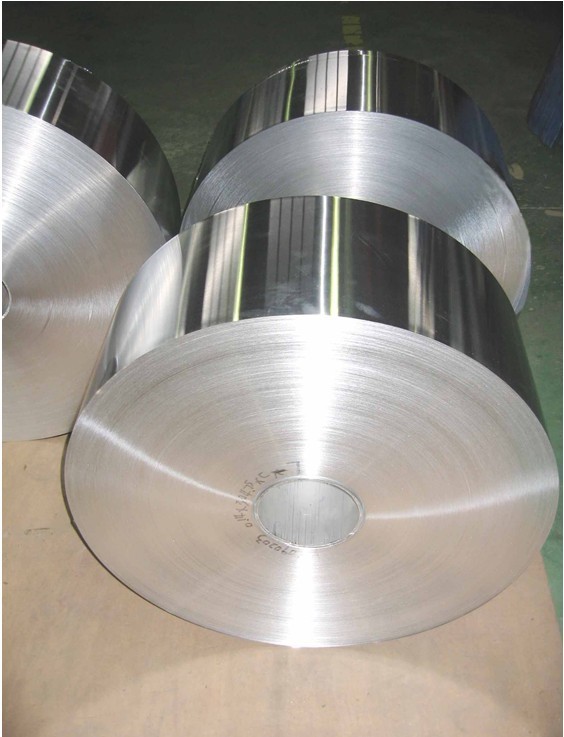
雄森铝卷 :
三、 3000 系列-AL x Mn 系
1、3003 3203 3003 3203 强度比1100约高10%,成形性、溶接性、耐蚀性均良好。 一般器物、散热片、化妆板、复印机滚筒、船舶用材
2、 3004 3104 3004 3104 强度比3003高,成形性优越,耐蚀性也良好。 铝罐、灯炮盖头、屋顶板、彩色铝板
3、3005 3005 强度比3003高约20%,耐蚀也比较好。 建材、彩色铝板
4、 3105 3105 强度比3003略高,其它之特性与3003类似。 建材、彩色铝板、瓶盖
雄森铝棒 :

四、4000 系列-AL x Si 系
1、4032 4032 耐热性、耐摩秏性良好,热膨胀系数小。 活塞、汽缸头
2、4043 4043 汤流良好,凝固收缩少,用硫酸阳极氧化处理呈灰色之自然发色。 溶接线、建筑嵌板
雄森铝管 :

五、5000 系列-AL x Mg 系
1、 5005 - 5005 5050 强度与3003相同,加工性、溶接性、耐蚀性良好,阳极氧化后之修饰加工良好,与6063形材颜色相称。 建筑用内外装、车辆之内装、船舶之内装
2、5052 5052 为中程度强度之最具代表性合金,耐蚀性、溶接性及成形性良好,特别是疲劳强度高,耐海水性佳。 一般钣金、船舶、车辆、建筑、瓶盖、蜂巢板
3、5652 5652 限制5052之不纯物元素,并抑制过氧化氢分离之合金,其它特性与5052同 过氧化氢容器
4、5154 5154 强度比5052约高20%,其它特性与5052相同 与5052同样、压力容器
5、5254 5254 限制5154之不纯物元素,并抑制过氧化氢分解之合金,其它特性与5154相同。 过氧化氢容器
6、5454 5454 强度比5052约高20%,其特性与5154大致相同,但在恶烈环境下之耐蚀性比5154良好。 汽车用车轮
7、5056 5056 耐蚀性优越以切削加工作表面修饰,阳极氧化处理性及其染色性良好。 相机本体、通信机器组件、拉炼
8、5082 5082 强度与5083相近,成形性、耐蚀性良好。 罐盖
9、5182 5182 强度比5082约高5%,其它之特性与5082相同。 罐盖
10、 5083 5083 溶接构造用合金。在实用非热处理合金中是最高强度之耐蚀合金,适用于溶接构造。耐海水性、低温特性良好 船舶、车辆、低温用容器、压力容器
11、5086 5086 强度比5154高,为耐海水性良好的非热处理系溶接构造用合金。 船舶、压力容器、磁气圆盘 5N01 -强度与3003相同,光辉处理后之阳极氧化处理可有很高的光辉性。成形性、耐蚀性良好。 厨房用品、相机、装饰品、铝板 5N02 铰钉用合金,耐海水性良好 铰钉
雄森铝线 :

六、6000 系列 -AL x Mg x Si 系
1、6061 6061 热处理型之耐蚀性合金。用T6处理能有非常高的耐力值,但溶接接口之强度低,因此使用于螺钉、铰钉 船舶、车辆、陆上构造物 6N01 中强度之挤型用合金,有6061与6063之中间的强度,挤出性冲压淬火性均良好,可作复杂形状之大型薄肉形材,耐蚀性、溶接性均佳。车辆、陆上构造物、船舶
2、6063 6063 代表性的挤出用合金,强度比6061低,挤出性良好,可作复杂的断面形状之形材,耐蚀性及表面处理性均佳 建筑、公路护栏、高栏、车辆、家具、家电制品、装饰品
3、6101 6101 高强度导电用材。55% IACS保证 电线
4、6151 6151 锻造加工性特别好,耐蚀性及表面处理性亦佳,适用于复杂的锻造品。 机械、汽车组件 5、6262 耐蚀性快削合金,耐蚀性及表面处理性比2011更佳,其强度与6061相同。 相机本体、氧化器组件、制动器组件、瓦斯器具组件
雄森铝排 :
七、7000 系列-AL x Zn x Mg 系
1、7072 7072 电极电位低,主要用于防蚀性覆盖皮材,亦适用于热交换器之散热片。 铝合金合板材之皮材,散热片
2、7075 7075 铝合金中具有最高强度的合金之一,但耐蚀性不佳,与7072之覆盖皮材可改善其耐蚀性,但成本提高。 航空器、滑雪杖 7050 7050 改善7075淬火性之合金,耐应力腐蚀裂痕性良好,适用于厚板、锻造品 航空器、高速回转体 7N01 溶接构造用合金,强度高而且溶接部之强度于常温放置,可回后到接近母材的强度。耐蚀性也非常良好。 车辆、其它陆上构造物、航空器
3、7003 7003 溶接构造用挤出合金,强度比7N01略低,但挤出性良好,可作薄肉之大型形材,其它之特性大致与7N01相同。 车辆、机车车轮外圈
雄森铝带 :
常用铝材的介绍:
1、电泳铝型材:
1.极强的耐蚀性:表面抗腐性能极高,能有效地防止酸,碱.盐侵蚀.是防健筑灰浆腐蚀最好的品种.
2.满意的性能寿命,即使在苛刻.恶劣环境下装饰使用,也能确保50年寿命以上不腐蚀.不老化.不褪色.不脱落.
3.手感光滑细腻,外观鲜艳亮丽.富丽堂皇.,多种颜色可供选择。
4.漆膜硬度高.可耐3H以上铝笔硬度画刻。
2、氧化铝材:把基材作为阳极,置于电解液中进行电解,人为地在基材表面形成一层具有保护性的氧化膜从而形成了氧化铝材。
氧化铝材主要特点:
1、具有很强的耐磨性、耐候、耐蚀性。
2、可以在基材表面形成多种色彩,最大限度的适合您的要求。
3、硬度强,适合各种建筑、工业料的制作。
3、稀土泡沫铝材:金属泡沫材料是一种物理功能与结构一体化的新型工程材料。它所具备的多种优异物理性能使其在消声、减震、分离工程、催化载体、屏蔽防护、吸能缓冲等多个领域获得了广泛应用。其中,用稀土铝合金制成的泡沫铝材,也被认为是一种大有前途的用于未来汽车、轮船以及其他交通运输工具的优良材料。 据了解,金属泡沫材料制备方法大致有:粉末冶金法,该法又可分为松散烧结和反应烧结两种;渗流法;烧结溶解法;熔体发泡法;共晶定向凝固法等。在这些众多制备方法中,熔体发泡法因其生产工艺相对简单、成本低,因而最具有工业化大生产的前景。目前日本市场上供应的金属泡沫材料主要就是用熔体发泡法生产的泡沫铝块件。 熔体发泡法的技术难点在于:控制熔体的粘度;选择合适的金属发泡剂。一般情况下要求熔体的粘度大些,同时要求所用发泡剂在金属熔点附近能迅速起泡。 工艺过程分两部分进行:1、稀土铝合金的研制;2、稀土泡沫铝合金的制备。 稀土铝合金的研制不仅可提高合金的强度,还能降低合金的熔化温度,有利于制备强度大的稀土泡沫铝合金。在一定的合金粘度下,用合适的发泡剂均匀分散到熔体中发泡,是制备泡沫金属的技术关键。在稀土铝合金的稀土添加剂中,稀土含量从0.1%~0.7%。 采用熔体发泡法制备稀土泡沫铝合金,用铝合金作为基体金属,在熔融状态下与自行配制的稀土添加剂熔炼,得到稀土铝合金熔体后,加入金属增粘剂和发泡剂,在稀土铝合金发泡池中进行发泡反应,成型后便得到稀土泡沫铝合金。
4、建筑用铝材:由铝和铝合金材料制的建筑制品。通常是先加工成铸造品、锻造品以及箔、板、带、管、棒、型材等后,再经冷弯、锯切、钻孔、拼装、上色等工序而制成。 性能 纯铝强度低,其用途受到限制。但加入少量的一种或几种合金元素,如镁、硅、锰、铜、锌、铁、铬、钛等,即可得到具有不同性能的铝合金。铝合金再经冷加工和热处理,进一步得到强化和硬化,其抗拉强度大大提高。 铝的标准电位是-1.67伏,化学性质很活泼,易与空气中的氧作用而形成一层牢固致密的氧化膜,所以在普通的大气和清洁的水中,铝具有良好的耐腐蚀性。但与钢或其他金属材料接触时会产生电化腐蚀,在潮湿的环境中与混凝土、水泥砂浆、石灰等碱性材料接触时会产生腐蚀,与木材、土壤等接触时也会产生腐蚀。因此,需进行适当的防腐处理。 生产方法 铝合金按其生产方式不同,分为铸造铝合金和变形铝合金两大类。建筑上一般采用变形铝合金,用以轧成板、箔、带材,挤压成棒、管或各种复杂形状的型材。变形铝合金按其性能、用途不同,分为防锈铝合金、硬铝、超硬铝和特殊铝等。建筑中一般采用工业纯铝(L1~L1)、防锈铝合金(LF2、LF21等)及锻铝(LD2)等。 特点和用途 铝和铝合金的最大特点,首先是其容重约为钢的1/3,而比强度(强度极限与比重的比值)则可达到或超过结构钢。其次,铝和铝合金易于加工成各种形状,能适应各种连接工艺,从而为建筑结构采用最经济合理的断面形式提供有利条件。所以,采用铝合金不仅可以大大减轻建筑物的重量,节省材料,而且还可减少构件的运输、安装工作量,加快施工进度。这对于地震区及交通不便的山区和边远地区,其经济效果更为显著。铝和铝合金色泽美观,耐腐蚀性好,对光和热的反射率高,吸声性能好,通过化学及电化学的方法可获得各种不同的颜色。所以铝材广泛用于工业与民用建筑的屋面、墙面、门窗、骨架、内外装饰板、天花板、吊顶、栏杆扶手、室内家具、商店货柜以及施工用的模板等。 建筑业是铝材的三大主要市场之一,世界上铝总产量的20%左右用于建筑业,一些工业发达国家的建筑业,其用铝量已占其总产量的30%以上。近年来,建筑铝材的产品不断更新,彩色铝板、复合铝板、复合门窗框、铝合金模板等新颖建筑制品的应用也在逐年增加。中国已在工业与民用建筑中应用铝合金制作屋面、墙面、门窗等,并逐渐扩及内外装饰、施工用模板等,已取得良好效果。
雄森机械设备

铝材重量计算公式大全:
方铝棒重量(公斤)=0.0000027×边宽×边宽×长度
方紫铜棒重量(公斤)=0.0000089×边宽×边宽×长度
方黄铜棒重量(公斤)=0.0000085×边宽×边宽×长度
铝花纹板:每平方米重量=2.96*厚度
铝管重量(公斤)=0.00000879×壁厚×(外径-壁厚)×长度
铝板重量(公斤)=0.0000027×厚×宽×长度
雄森生产作业

铝材焊接的标准:
铝材焊接方法 :
几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊。焊条电弧焊可用于铝合金铸件的补焊。惰性气体保护焊(TIG或MIG)方法是应用最广泛的铝及铝合金焊接方法。铝及铝合金薄板可采用钨极交流氩弧焊或钨极脉冲氩弧焊。铝及铝合金厚板可采用钨极氦弧焊、氩氦混合钨极气体保护焊、熔化极气体保护焊、脉冲熔化极气体保护焊。熔化极气体保护焊、脉冲熔化极气体保护焊应用越来越广泛(氩气或氩/氦混合气)
焊前准备:
1、焊前清理:铝及铝合金焊接时,焊前应严格清除工件焊口及焊丝表面的氧化膜和油污; 1)化学清洗化学清洗效率高,质量稳定,适用于清理焊丝及尺寸不大、成批生产的工件。可用浸洗法和擦洗法两种。可用丙酮、汽油、煤油等有机溶剂表面去油,用40℃~70℃的5%~10%NaOH溶液碱洗3 min~7 min(纯铝时间稍长但不超过20 min),流动清水冲洗,接着用室温至60℃的30%HNO3溶液酸洗1 min~3 min,流动清水冲洗,风干或低温干燥。 2)机械清理:在工件尺寸较大、生产周期较长、多层焊或化学清洗后又沾污时,常采用机械清理。先用丙酮、汽油等有机溶剂擦试表面以除油,随后直接用直径为0.15 mm~0.2 mm的铜丝刷或不锈钢丝刷子刷,刷到露出金属光泽为止。一般不宜用砂轮或普通砂纸打磨,以免砂粒留在金属表面,焊接时进入熔池产生夹渣等缺陷。另外也可用刮刀、锉刀等清理待焊表面。 清理后如存放时间过长(如超过24 h)应当重新处理。
2、垫板:铝合金在高温时强度很低,液态铝的流动性能好,在焊接时焊缝金属容易产生下塌现象。为了保证焊透而又不致塌陷,焊接时常采用垫板来托住熔池及附近金属。垫板可采用石墨板、不锈钢板、碳素钢板、铜板或铜棒等。垫板表面开一个圆弧形槽,以保证焊缝反面成型。也可以不加垫板单面焊双面成型,但要求焊接操作熟练或采取对电弧施焊能量严格自动反馈控制等先进工艺措施。 3、焊前预热:薄、小铝件一般不用预热,厚度10 mm~15 mm时可进行焊前预热,根据不同类型的铝合金预热温度可为100℃~200℃,可用氧一乙炔焰、电炉或喷灯等加热。预热可使焊件减小变形、减少气孔等缺陷。
焊后处理
(1)焊后留在焊缝及附近的残存焊剂和焊渣等会破坏铝表面的钝化膜,有时还会腐蚀铝件,应清理干净。形状简单、要求一般的工件可以用热水冲刷或蒸气吹刷等简单方法清理。要求高而形状复杂的铝件,在热水中用硬毛刷刷洗后,再在60℃~80℃左右、浓度为2%~3%的铬酐水溶液或重铬酸钾溶液中浸洗5 min~10 min,并用硬毛刷洗刷,然后在热水中冲刷洗涤,用烘箱烘干,或用热空气吹干,也可自然干燥。
(2)焊后热处理铝容器一般焊后不要求热处理。
雄森仓库


铝板-1050纯铝板*alcoa铝合金圆棒 1100纯铝板*进口纯铝板广东厂家供应





