


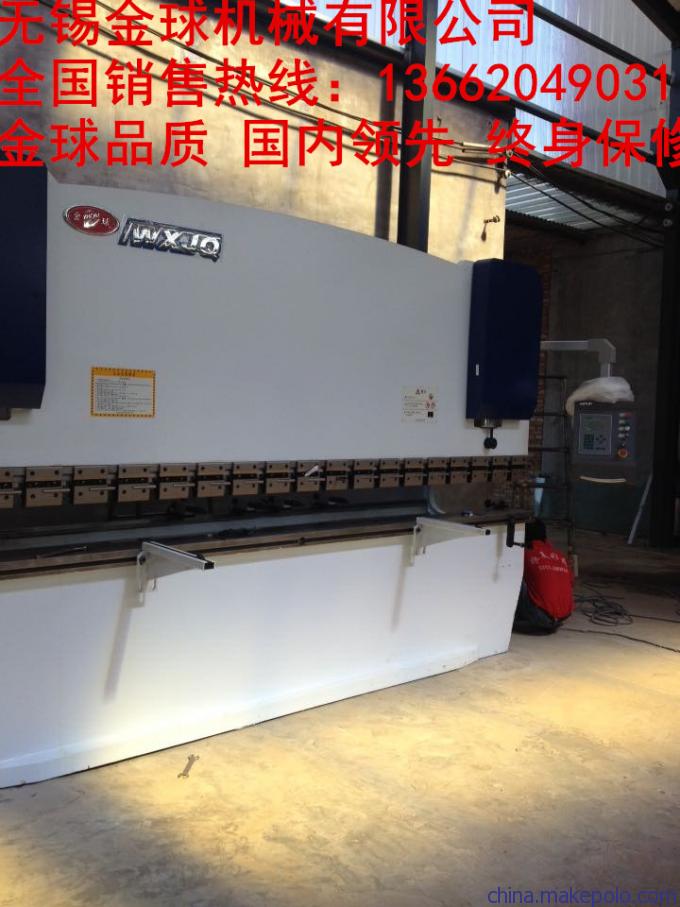

一、整机结构:
机架采用钢板整体焊接机构,具备足够的强度和钢度,可靠的电液比例伺服阀同步机构,双重补偿机构,上滑块配有斜楔式挠度补偿装置,有多槽和双槽具可供选择。
二、先进的技术与工艺:
1.X轴—后挡料前后运动。(伺服电机)
2.Y1、Y2轴—滑块上下运动。(电液伺服)
3.使用ASIC和SMD部件,多重处理器设计,确保极佳的可靠性。
4.彩色LCDTFT显示器,显示更清新(2维)。
5.大型按键盘,使用方便舒适。
6.PID及可编程高速计数(250khz)的运动轴控制。
7.高容量程序内存,可存10000个以上折弯弯头。
8.可存储50套上下模具参数,模具可以图形显示,可多种折弯模拟,可公英制转换(inch/mm),配备多种语言显示(有中文显示)。
9.图形编程方式可以显示图形折弯状态,直观方便。
10.直接编程方式对于简单零件更可提高效率。
11.有软盘驱动器,便于程序参数备份,压力控制输出0—10VDC。
12.F1—F10,10个可配置辅助功能。
13.每个工步可编程参数:a、滑块回程高度;b、后挡料回退距离;c、保压时间;d、快慢速变换点位置;e、后挡料延时启动。
14.图形编程方式可自动计算展开长度(DIN标准),并可修改计算系数,可计算角度修正量。
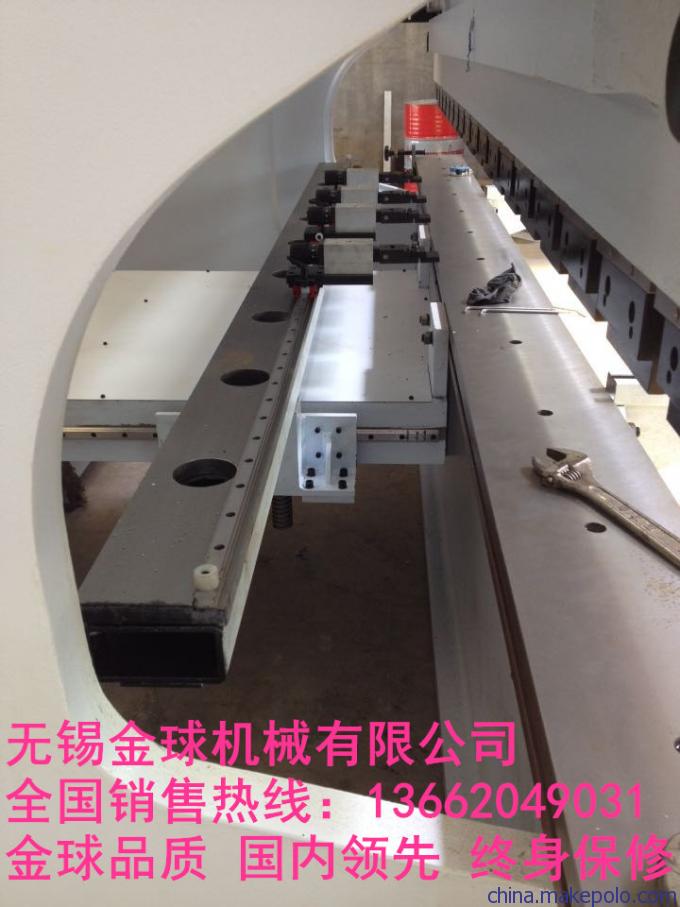
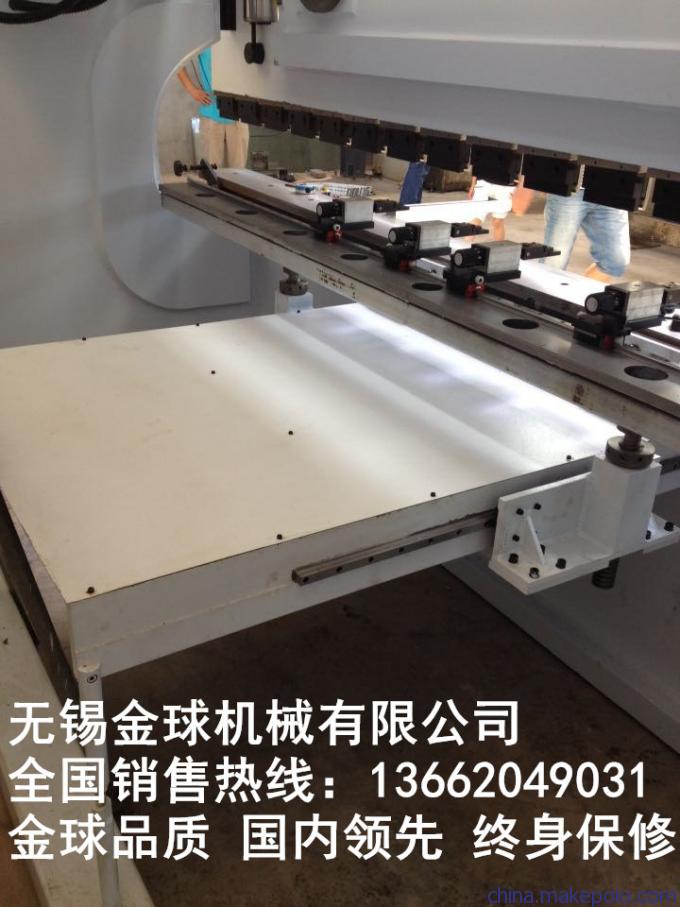
15.后挡料采用滚珠丝杆、滚动导轨,重复定位精度高,电子-液压比例伺服同步,行程内可任意点控制,重复精度±0.01,平行度达0.02。
16.下工作台采用挠度补偿,上模配有挠度补偿机构:下工作台加装进口手动、电动加凸装置,250吨以上采用下工作台上加装下模补偿机构。
三、配置:
伺服驱动器 瑞士CYBELEC公司产品
光栅尺 德国Heidenhain公司产品
液压动力单元-电机;ABB公司、 油泵;日本大金或住友公司
油缸密封圈 防尘圈: 日本VALQUA公司或德国公司
油管、接头 PARKER公司产品
电液比例溢阀组 德国BOSCH或REXOTH公司产品
DNC1200、DNC880S系统 瑞士CYBELEC公司产品
电液同步数控折弯机特点:
1.采用电液伺服系统控制双缸同步,配合高精度的光栅尺,形成全闭环控制。同步控制精度高,折弯精度、重复定位精度达到很高的水准。
2.数控油缸挠度自动补偿系统,克服工作过程中滑块变形对工件质量造成的影响,保证了加工工件良好的直线度和折弯角度。补偿由数控系统自动调整,补偿方便、精确。
3.功能齐全的后挡料机构,最多可扩展为12轴。
4.机身采用钢板焊接后一次装夹并由数控五面体加工中心整体加工,保证了极高的机身刚性和加工精度。
5.液压系统采用集成式液压控制系统,减少管路安装,克服漏油现象,提高机床的工作稳定性,使机床外形简洁、美观。采用内啮合齿轮泵,保证整体系统噪音低,寿命长。
6.备有长度不等的分段上模,可按工件的要求拼装成一定的宽度,以适应特殊工件的加工需要。
7.可根据用户需要配备液压上模自动夹紧器或快速夹紧器、插槽式下模,减轻工人的劳动强度,提高生产效率





