
MLT-T120为经济型μm级车床数控系统,以最高的集成度、简易的操作、完整的编程指令、独特的加减速控制和插补算法,实现高速高精和高可靠性,标配进给波段开关、主轴波段开关及手轮。有手轮调速、多种特殊循环功能,U盘接口,内嵌式高速软PLC,具备强大的系统调试与监视功能,可配套中、高档数控车床。
1、采用集成多种外部设备的高速32位CPU,超大规模可编程逻辑芯片,以极少的芯片实现系统功能,保证系统的高可靠性。
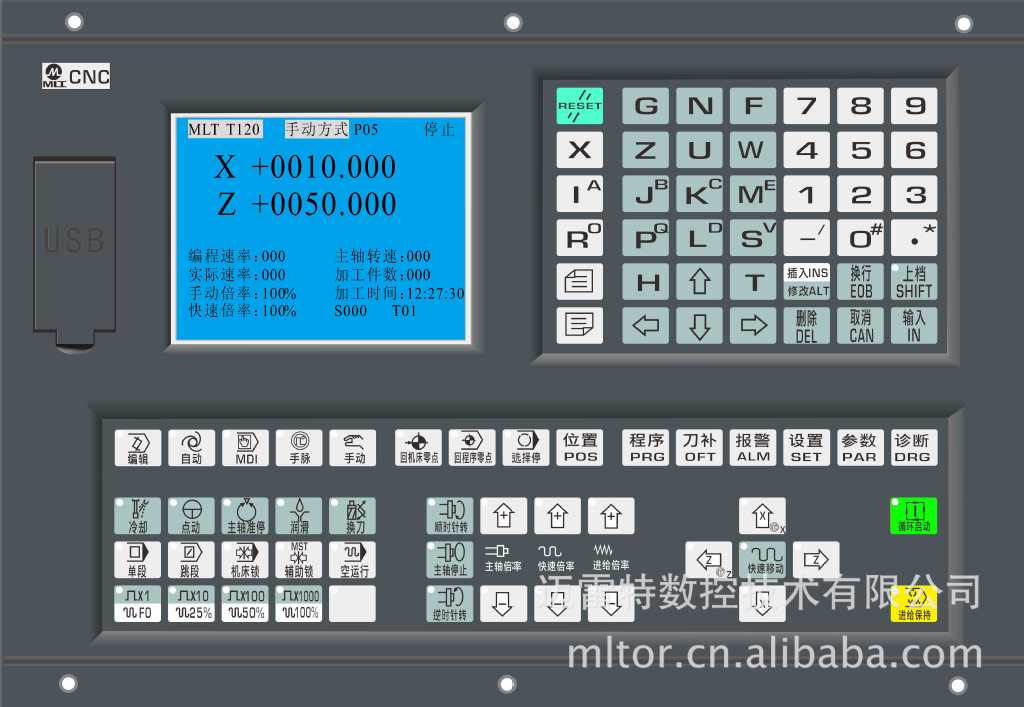
2、工业级5.7英寸单色液晶显示器,分辨率为320×240。
3、系统工艺合理、结构紧凑、防油、防水处理、内部连线少,抗干扰能力强。
4、直观直接的操作,帮助提示信息,中文菜单,简单易学。
5、对刀操作十分简单,无基准刀概念,每把刀具备独立修正和补偿功能
6、图形功能:程序运行轨迹自动记录,可随时切换或清除重画。
7、完整的编程指令,功能强大的简化编程指令。
8、U盘文件读写:可用U盘进行加工程序和PLC程序的读写。
9、插补周期为2ms,加减速平滑快捷,插补速度快、精度高。
10、螺纹加工超高速退尾,1/4螺距即可退尾。
11、独特的加减速控制和插补算法,圆弧过象限特殊处理,过象限处没有刀具痕迹。
性能指标:
控制轴 | X、Z二轴 |
联动轴 | 二轴联动 |
插补方式 | 直线、圆弧插补(G02、G03、G05) |
最小指令单位 | 0.001mm |
最大编程尺寸 | ±9999.999mm |
最高快速速度 | 36000.000mm/min |
最高进给速度 | 36000.000mm/min |
程序容量/个数 | 32KB/100 |
显示界面 | 工业级5.7英寸单色液晶屏,320×240分辨率/中文菜单 |
显示 | 位置、计时、计件、速度等 |
图形功能 | 图形参数设置与图形实时显示 |
刀具补偿 | 刀具偏置补偿 |
主轴功能 | 档位控制、模拟控制;刚性攻丝 |
辅助功能 | 主轴正转、反转、停止、点动;冷却液启、停;润滑启、停;卡盘松、紧;尾座前进、后退 |
程序编辑 | 相对/绝对、混合编程 |
工件坐标系 | G50 |
急停、限位 | 急停信号,软限位、硬限位 |
报 警 | 驱动器报警、超程报警、系统错误报警、外部信息报警等 |
加减速控制 | 独特加减速控制 |
回参考点 | 手动和自动 |
电子齿轮 | 1~9999:1~9999 |
机床控制 | 机床锁住,进给保持,单段、程序段跳过 |
进给控制 | 自动,手动,单步,手轮 |
驱动配置 | 数字交流伺服 |
螺纹切削 | 直螺纹、锥螺纹、端面螺纹且具备高速退尾功能 |
刀具偏置 | 8组 |
每分进给/每转进给 | G98/G99 |
恒表面/恒线速控制 | G96/G97 |
卡盘紧/松控制 | M10/M11 |
尾座进/退控制 | M12/M13 |
子程序调用 | M98,可嵌套三层 |
单一/复合循环 | G70~G78、G90、G92、G94及G91、G93、G95特殊循环功能 |
反向间隙补偿 | 范围0~9999.999 |
防护门检测 | 参数可设置是否检测,输入极性 |
宏程序 | 编程数据替换,各种运算,判断、跳转等功能 |
U盘文件读写 | 标 准 |





