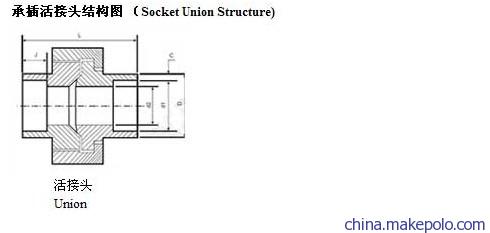
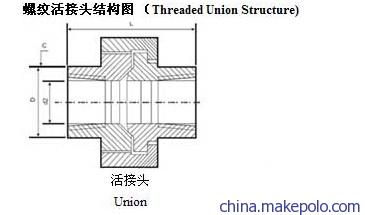
NPT螺纹活接头20号钢 由壬 BS3799
名 称:螺纹管件
压 力:2000LB、3000LB、6000LB
材 质:A105、20#、304、304L、316L
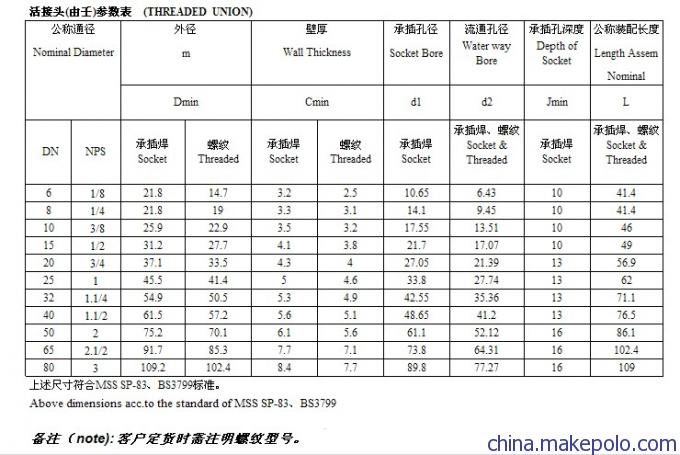
标 准:GB/T14383、ASME B16.11、BS 3799
说 明:螺纹管件是锻制高压管件中的另一个分支系列,在建筑、机械、化工、石油、电力等行业中起着重要的作用和价值,根据螺纹管件的壁厚的大小可以承载多种不同的压力。
简单形状的螺纹管件,无特殊难成形部分的螺纹管件,按金属外形体积相等法则使模形锻件毛坯的金属体积为成形型槽与飞边的金属体积之和。形状相对复杂、有较难成形部分的螺纹管件,在不易成形部分应有足够多的金属材料体积,使该部分的成形锻件毛坯金属体积比相应处成形型槽与飞边体积之和多20%。分配产品金属体积后,按段设计螺纹管件各段尺寸与几何形状,计算出各段长度及总长度。如计算体积与分配体积相差较大,则应按分配尺寸体积调整某些尺寸。
锻制螺纹管件预成形辊锻型槽各向尺寸设计预成形型槽宽度和高度按预成形热毛坯设计,但长度则应按预成形热螺纹管件尺寸减小一定前滑值。制坯型槽用于分配金属体积,为成形辊锻或预模形辊锻提供锻件毛坯。相对简单形状、辊锻道次少的螺纹管件,以模形辊锻件图作为设计的依据。形状复杂、锻道次多的螺纹管件,通常在制造毛坯后要进入预备模形辊锻型槽,应以预模形毛坯图作为设计的依据。设计时应针对模形辊锻的特点,参考制坯辊锻模型槽设计方法处理。
螺纹管件模形辊锻的对中性和稳定性毛坯经制坯进入预成形或模形的型槽时,应有较好的稳定性与对中性。譬如连杆辊锻的预成形型槽为箱体,则螺纹管件制造的毛坯型槽的高度应稍小于预成形箱体型槽的宽度而选择椭圆与菱形型槽,使制造毛坯后毛坯翻转一定角度进入预成型槽后,稳定性与对中性都高对截面差较大的螺纹管件,原锻件毛坯往往短而粗,譬如夹持锻件毛坯逆向送料,并无问题。但如正向推料送进,则会出现送料不平稳的情况。当螺纹管件毛坯一半长度超过送料平台后会因失去托力而向下翻倒。模具咬入倾斜的锻件毛坯会导致上、下模咬入长度不等,辊出弯曲锻件毛坯,下道次辊锻时会出现不合品。必须在螺纹管件型槽结构上改进措施,使送入毛坯不翻倒。如连杆辊锻第一道制坯的大头是不变形部分,将型槽大头部分设计成圆形截面,其直径为原始毛坯的冷态尺寸。倾斜型槽的垂直深度虽大于毛坯半径,但宽度仍等于原螺纹管件毛坯直径。因此,型槽两侧将对毛坯前端起依托作用。