连铸切割是炼钢生产的一个工艺单元,切割速度、钢材损耗直接影响炼钢生产的效益。FX助燃剂加入燃气应用于该工艺,可以有效提高该工艺单元的加工能力,降低燃气消耗和钢材损耗。FX助燃剂加入燃气后燃烧环境火焰温度提高、燃烧稳定、清洁,特别是表现在切割表面硬度变化小,可以直接焊接,割缝窄又减少了钢材的损耗,能够极大地满足钢材燃烧加工企业的降本增效、清洁排放的需求。
FX助燃剂是按照燃料的燃烧发热量比例使用。约每10,000Kcal燃气加2克,使用时根据火焰调整天然气和氧气量,使火焰的颜色尽可能发蓝,以达到较好的效果。
实例介绍
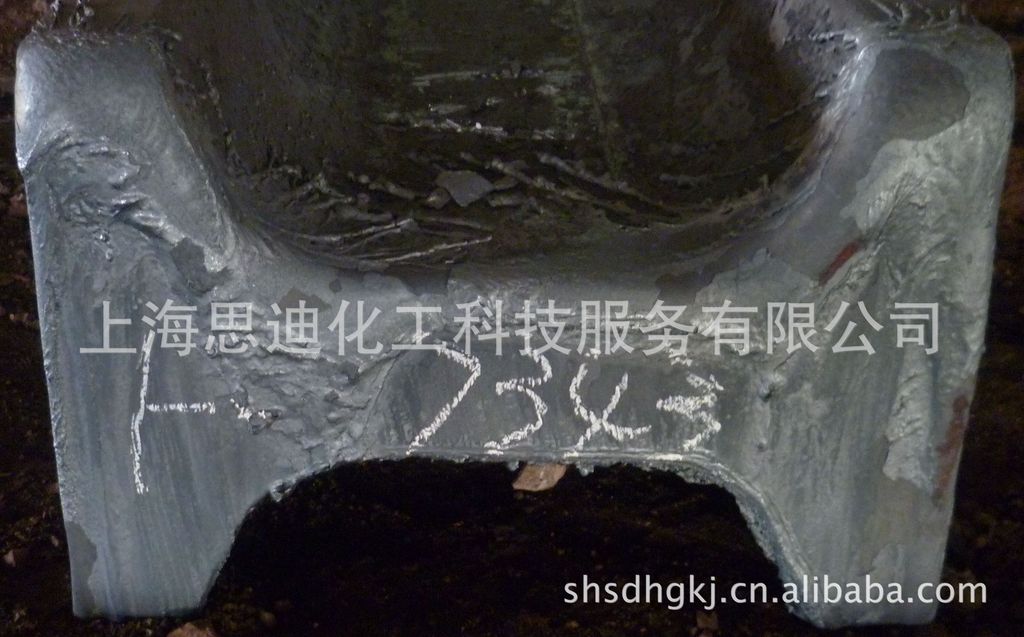
这是一连铸切割流水线,原切割采用焦炉煤气与纯氧为气体进行切割。

使用FX-助燃剂前的割缝及切割断面如下图所示。

通过使用FX-助燃剂,割缝及切割断面明显得到了改观。


案例分析
经统计,通过使用FX助燃剂,切割速度提高了约30%;割缝宽度降低了约60%,切割断面外观平整度改观明显。
通过使用FX-助燃剂
1. 切割燃气使用压力降低——40-50%;
2. 预热氧气压力降低——40-50%;
3. 切割速度提高——30%;
4. 割缝宽度降低60%。

经济分析
根据统计数据,使用FX助燃剂与否,天然气、氧气消耗相差40-50%,这主要是加工速度提高和输出压力降低所致,一般钢材切割的燃气与氧气比约为1:5-1:10。假设天然气每标准立方米单价为4.00元,氧气每标准立方米为1.00元,假设FX增效剂的成本为每标准立方米天然气2.00元,则比原天然气成本每标准立方米节约1.60元(18%),提高加工效率约30%。钢材损耗降约60%。
经济分析
根据统计数据,使用FX助燃剂与否,天然气、氧气消耗相差40-50%,这主要是加工速度提高和输出压力降低所致,一般钢材切割的燃气与氧气比约为1:5-1:10。假设天然气每标准立方米单价为4.00元,氧气每标准立方米为1.00元,假设FX增效剂的成本为每标准立方米天然气2.00元,则比原天然气成本每标准立方米节约1.60元(18%),提高加工效率约30%。钢材损耗降约60%。






