天津宇坤通茂轴承有限公司是的进口轴承经销商。主营:日本NSK轴承,瑞典SKF轴承、德国FAG轴承等进口轴承。国产轴承瓦房店轴承(ZWZ)、洛阳轴承(LYC)、哈尔滨轴承(HRB)、球轴承、滚子轴承、导轨滑块直线轴承、轴承工具密封油脂加热器等等。
联系人:郭永庆(小姐)手机:15022080187
公司网站:http://www.nsktj.com
电话:022-27619820 传真:022-27617868
Q Q: 634542581
阿里批发:http://yukuntm.cn.alibaba.com
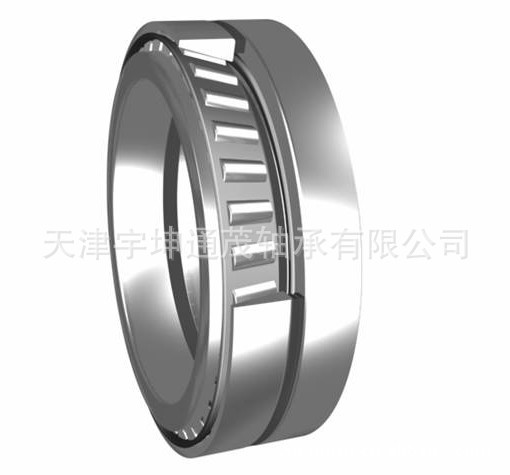
| | | | | | | | | | | | | | 圆锥滚子轴承, 单列, 公制轴承 | | | | | | | | | | | | 公差,参见文字 | | | | | | | | | | | | 推荐配合 | | | | | | | | | | | | 轴和轴承座公差 |  | | | 主要数据尺寸 | 基本负荷额定值 | 疲劳负荷限值 | 额定速度 | 体积 | 型号 | | | | 动态 | 静态 | | 参照速度 | 限制速度 | | | d | D | T | C | C0 | Pu | | | | | mm | kN | kN | r/min | kg | - | | | | 30 | 55 | 17 | 35,8 | 44 | 4,55 | 9000 | 12000 | 0,17 | 32006 X/Q |
|
| |
 |
圆锥轴承的数字化装配
一、概述
在传动系统装配中,锥轴承装配是整个装配中的难点,锥轴承的预紧方式、预紧力的大小直接影响到锥齿轮的传动状态及整个传动系的传动精度。
根据承载力大小、转速、使用工况等设定合理的轴承预紧力,才能保证传动系的使用寿命。若预紧力过大,消耗功率甚至导致轴承过热等。若预紧力过小,在负载的作用下使滚动体与内、外环之间产生间隙,使传动轴产生跳动、窜动,传动精度降低,噪声增大,影响齿轮啮合,严重时将损坏轮齿及轴承。
轴承是在常温下进行预紧,但在工作状态下,传动轴系受到油温升高的影响产生微量伸长,轴承预紧力也会发生改变,因此,设定预紧力时,应该考虑到这一因素。
二、锥轴承应用的结构形式
在锥轴承应用中,典型结构不外乎以下三种典型结构:
1. 直接预紧轴承内环
通过螺母旋转轴向压紧轴承内环,消除内外环间隙,达到轴承预紧目的。
目前,实现这一目的的普遍使用方法:首先,以一个远大于最终装配预紧力的力预紧轴承,再将螺母退回1/4圈。
这种装配方法,优点是投入少,结构简单,实用,对于轴承锥滚质量一致性好的前提下,是可以使用的。
缺点是:无定量数据。尤其是:锥滚一致性差的条件下,我们会发现:按以上方法预紧轴承的预紧力不稳定,有的偏大或偏小,从而造成装配质量不稳定。
2. 垫片预紧
通过配垫,消除轴承间隙,达到轴向预紧的目的。
目前,普遍使用方法:首先,以一个远大于最终装配预紧力的力预紧轴承,测量轴向尺寸,再减去0.2mm左右,得到垫片值。这种装配方法,优缺点同上。
3. 波纹套变形预紧
通过压缩波纹套变形达到轴承预紧目的。
目前,普遍使用方法:用气扳机扭紧螺母到一个小于下限的力矩后,再通过力矩扳手扭紧后,测试转动力矩,再扭紧,测试,反复交替,直至两个扭矩均合格。
这种装配方法,优点是投入少,结构简单,对于波纹套及轴承质量一致性好的前提下,是可以使用的。
缺点是:无定量数据。尤其是:波纹套及轴承质量一致性差的条件下,经常拧紧力过大,造成废品,从而造成产品质量不稳定。
三、 数字化装配
根据产品传动系的不同结构形式,合理配置解决方案,是传动系装配的关键。一旦方案不合理,就好比方向错误,很难把事情做到完美,装配方案的不完整将直接导致不良品流入市场,而且每天重复错误,这也是目前众多厂家每年售后费用节节攀升的原因。
另外,传统装配模式,均为定性装配,对产品装配无准确定量评定,因此,也无法跟踪改进产品装配质量。针对上述三种结构形式,我们提出了数字化装配方案,这一方案在生产线上得到了广泛的应用。
1. 预紧轴承内环
对于这种结构形式,目前典型应用设备有:转向节拧紧机,轮毂螺母拧紧机。
工作原理:拧紧机拧紧螺母
传感器随机跟踪螺母力矩的变化,同步检测轮毂轴承预紧力矩,至轮毂轴承预紧力矩及螺母拧紧力矩均符合设定值。绿色窗口显示合格;否则,红色窗口显示不合格。
拧紧传感器精度:±1%
转动检测传感器精度:0.1%
2. 垫片预紧
对于这种结构形式,目前典型应用设备有:变速箱选垫机,主齿选垫机,差速器选垫机等。
工作原理:通过伺服电机加载,预紧轴承外圈
同步检测轴承预紧力,当轴承预紧力达到设定工艺范围后,停止下压,轴向自锁;磨合并检测确认转矩,合格,测量E1。
测量精度: 测量精度:±0.015MM
复检精度: ±0.01MM
3. 波纹套变形预紧
对于这种结构形式,目前典型应用设备有:主齿螺母拧紧机,分动器从齿螺母拧紧机等。
工作原理:伺服系统差速拧紧大螺母,随机跟踪螺母力矩的变化,同时,通过传感器自动检测,随机跟踪轴承转动力矩的变化;显示轴承实际的预紧扭矩值及螺母拧紧力矩,和设定值工艺参数自动进行比较,直至轴承转动力矩及螺母拧紧力矩实际的扭矩值达到设定范围,伺服电机停转,显示绿灯表示合格。