
创恒空心钻头,品质优越,进口硬质合金刀头,钻孔数量更多,不易崩刃

空心钻头又名取芯钻头或开孔器一般空心钻头削切深度:25mm,35mm,50mm,75mm,100mm等 钻孔速度要比传统的麻花钻头快上8-10倍,刃 部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是恒锋”EST“独特技术的结晶 3枚组合刃由若干个外刃、中刃、内刃组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象,空心钻头 可对50MM厚的钢板进行高精度,高速度穿孔也可打交叉重叠孔 ,刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是独特技术的结晶 3枚组合刃由若干个外刃、中刃、内刃组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。
另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象空心钻头配合专门上取芯钻头的机器,具有效率快,成本底的特点,空心钻钻头刃部采用硬质合金制造,具有三层端齿几何,切削轻快,钢板钻头使用寿命长,双削平柄接口,适用于德国澳宝OPTIBOHR,英国麦格(Magbroach)、 Alfra, BDS, Ruko等各钟进口磁力钻钻机。硬质合金钻头也适用于各类立式钻床、摇臂钻床、铣床、车床等。 空心钻的分类:按材质有合金,工具钢。空心钻主要用于材质较硬的材料,而工具钢一般用于材质比较软的材料,针对这两种钻头工具钢相对便宜一些。价格:目前市面上市场价1佰多到2百多不等 合金钢钻头
创恒空心钻头是市场上做的时间最久,质量也最好的空心钻头。规格齐全,品量稳定,是目前市场上空心钻头的首选!!
一:空心钻头又名取芯钻头或开孔器一般空心钻头削切深度:25mm,35mm,50mm,75mm,100mm等 钻孔速度要比传统的麻花钻头快上8-10倍空心
二:钻头结构
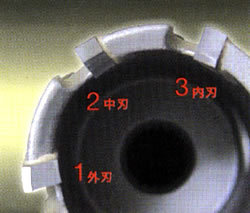
刃 部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是创恒独特技术的结晶
3枚组合刃由若干个外刃、中刃、内刃组成。
每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象,空心钻头可对50MM厚的钢板进行高精度,高速度穿孔也可打交叉重叠孔 ,刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是独特技术的结晶。
空心钻头配合专门上取芯钻头的机器,具有效率快,成本底的特点,空心钻钻头刃部采用硬质合金制造,具有三层端齿几何,切削轻快,钢板钻头使用寿命长,双削平柄接口,适用于德国澳宝OPTIBOHR,Alfra, BDS, Ruko等各钟进口磁力钻钻机。硬质合金钻头也适用于各类立式钻床、摇臂钻床、铣床、车床等。 空心钻的分类:按材质有合金,工具钢。空心钻主要用于材质较硬的材料,而工具钢一般用于材质比较软的材料,针对这两种钻头工具钢相对便宜一些。价格:目前市面上市场价1佰多到2百多不等
三:空心钻头的材质

空心钻头材质可分为硬质合金钢,高速钢等,粉末冶金,钨钢钻类,一般市场上用的最多的是硬质合金,和高速钢的为常用型,硬质合金空心钻头其优点耐磨耐用,打较硬材质时不易崩掉,而高速钢是很锋利型的,钻孔比较快,但比较脆,打较硬材质时容易断。
四:空心钻头的分类
钻头目前除了市面传统的麻花钻以外,还有专门用于磁座钻的取芯钻头(又叫空心钻头),这种钻头采用铣刀的原理,具有效率高,精度好的效果。
一般客户都是选择空心钻头(取芯钻头),规格有:Ø12-160mm不等。只有小尺寸的孔必须要用麻花钻头打。
五:空心钻头柄型分类:
目前市场上的主要柄型分为通用柄,直角柄,泛音柄,螺纹柄。

通用柄:一个平面三个孔,或只有三个孔的都是通用柄,又称日东柄,是日本日东磁力钻专用柄型,原本是没有平面的,只有三个孔,因在国内使用削了一个平面,所以现在也可以和直角柄型钻头通用,又称通用柄。

直角柄(两点定位):又称百得柄,是德国百得磁力钻专用柄型,两个平面且成直角90度的都是直角柄,是目前市场是使用最广的柄型,德国百得,德国欧霸,德国澳宝等德国和英国磁力钻(泛音除外)都是使用这种柄型

泛音柄:四个孔没有平面的就是泛音柄,是德国泛音磁力钻专用柄型,但直径比直角柄和通用柄(19.05mm)都小,是18mm,且顶针都是用细顶针6.35mm,主要用在德国泛音磁力钻机上,其他进口钻机都不能装上,国产钻机目前都使用直角柄型(两点定位)装钻头

螺纹柄:一般市场上很少有用到,大家可以不用在意,只是铁路上钢轨打孔有时会碰到螺纹柄钢轨钻头





