
自动浸焊
1)无铅浸焊时锡炉的温度一般应设定为≤300oC。无铅浸焊的问题在于Cu-Sn金属间化合物的清除问题,这一方面与Sn-Pb焊料相比会带来意想不到的困难。无论是铜线、印刷电路板还是变压器等浸锡工艺,其上面的铜都会不同程度地向锡炉中的熔融焊料中溶解。而Cu与Sn之间很容易形成金属间化合物,一般为Cu6Sn5,该化合物的熔点在500oC以上,因此它以固态形式存在。传统的Sn63-Pb37合金其密度为8.80g/cm3,而Cu6Sn5的密度为8.28g/cm3。因此在有铅制程中该化合物会浮于熔融焊料表面,比较容易清除。但是在无铅制程中,由于无铅焊料的密度一般为7.40g/cm3左右,它的密度比Cu-Sn金属间化合物的密度要小,因此Cu-Sn金属间化合物会沉于锡炉底部而无法清除。这些沉于锡炉底部的Cu-Sn金属间化合物会附着于设备底部的附件下,造成传热不良等问题。因此,对于无铅浸焊工艺而言,定期清炉是一个迫不得已的工作。依据客户的生产密度,我们建议平均1个月清炉1次。

2)浸焊工艺的另一个问题就是助焊剂的挥发问题。液体助焊剂的载体为有机醇类物质,易于挥发并导致助焊剂比重增加,即助焊剂中作为活性成分物质的相对百分比增加。这将带来焊后表面残留物增加等诸多问题。因此,浸焊工艺中一定要严格控制助焊剂的比重,建议每天使用前都要用比重计检测一次。如发现其比重超过助焊剂供应商的数据指标,则通过添加稀释剂的方法将比重调整为标准值。

无铅波峰焊
1)无铅波峰焊工艺中时刻要注意到两个基本特点:由于无铅焊料熔点较高,因此需要较高的焊接温度;由于无铅焊料的润湿性较差,因此需要与之相配套的无铅专用助焊剂。
2)目前无铅波峰焊设备一般采用喷雾方式来涂敷助焊剂。喷雾参数的调整以助焊剂能够均匀分布在印刷电路板表面且不会有垂滴为目标。在满足这一要求的前提下,喷雾气压不宜过大。与此同时,设计良好的波峰焊设备一般会将液体助焊剂中溶剂的挥发降到很小,但是还应该提醒自己定期检测液体助焊剂的比重。如果偏高,则及时添加稀释剂予以调整。
3)无铅波峰焊时锡炉温度应设定为255-270oC,一般为260oC。同时鉴于5.3中所述的高锡焊料的腐蚀性问题,锡炉中经常与熔融焊料相接触的部件应该采用钛合金。
4)无铅波峰焊时预热温度要调高,我们建议两组数据,一是150oC的预热温度,二是120oC的预热温度。一般情况下,我们推荐前者。同时无铅波峰焊设备应该有2个及2个以上的预热温区,温度可设定为相同值。
5)由于无铅波峰焊时焊接温度较高,因此印刷电路板需要经过充分的预热以避免突然接触高温焊料带来的热冲击。基于此,无铅波峰焊设备的热风预热区长度应在1.2米或以上,红外的建议在1.8米或以上。
6)无铅波峰焊设备好与坏的一个重要特征是温度持久性,特别是工厂的生产密度较高时。也就是说,当生产线上印刷电路板一片接一片地过波峰焊设备时,有可能导致设备的实际加热效果下降。这主要会表现在两个方面:一是预热温度不足,即预热温区的设定温度与实际板面的加热温度存在较大偏差;二是过双波峰时,两个波峰之间存在的温度下降过大。这些问题会导致最终的焊接缺陷增加。
7)无铅波峰焊时传送带速度一般设定为1.2-1.4米/分钟。
8)如5.4中所述,无铅焊料更容易氧化。因此在实际工艺过程中推荐使用无铅专用抗氧化油。这样可以减少锡渣的形成,节约焊料成本。当然要消耗抗氧化油方面的生产成本。
9)关于无铅波峰焊中可能出现的Fillet-Lifting缺陷的问题。
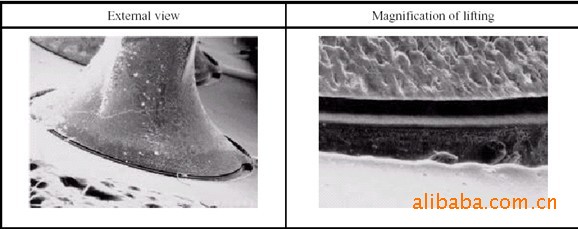
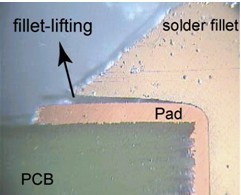
Fillet-Lifting缺陷,又称焊盘剥离,是在无铅波峰焊工艺的实践中被发现的一种新型缺陷。其表现为焊点与印刷电路板的焊盘脱离。这种缺陷的产生原因是由于构成焊点的焊料合金非同步凝固。具体解释如下:
如果无铅焊料中含有Bi或In这些金属元素,由于无铅焊料的基体元素Sn与这些元素之间能够熔点很低的相(见表3),因此在焊点凝固过程中熔点高的无铅焊料主体首先凝固并产生收缩张力,而熔点低的Sn-Bi/Sn-In相此时聚集在焊盘界面处且呈现为液态,上述收缩张力将带动焊点整体与焊盘脱离,从而形成如图8所示的缺陷。
目前在无铅波峰焊时已经很少使用含有Bi或In的无铅焊料,这类缺陷的发生机率也大大降低。但是如果电子产品制造商没有充分实现电子元器件和印刷电路板的无铅化,这类缺陷也还有可能发生。这是因为尽管焊料是无铅的,但是电子元器件外引线和印刷电路板上都还含有铅,而Sn-Pb之间能够形成熔点只有183oC的共晶相,基于上述同样的道理,焊盘剥离还是可能会发生。因此我们说无铅化电子组装不仅仅是无铅焊接工艺的问题,整个电子产品的各个部分都要考虑到其无铅化的问题。
10)关于氮气保护的问题。
首先可以明确的是,带有氮气保护功能的设备肯定成本/价格更高,同时生产过程中氮气的使用也会增加成本。
但是另一方面,氮气保护会带来如下优点:
A)无铅焊料的氧化程度降低,锡渣减少,这可以节省焊料成本;
B)氮气保护条件下焊点缺陷率降低,这可以节省修补成本;
C)氮气保护条件下可减少助焊剂的使用量,这可以节省助焊剂成本。
因此,是否使用氮气保护是一个见仁见智的问题,各个电子厂商可以根据自己的实际情况予以判断。可以肯定的是,不用氮气保护也可以得到很好的无铅焊接效果。但是如果印刷电路板的组装密度很高,或者要求波峰焊焊后缺陷率很低,那么我们建议使用氮气保护。
联系人:陈建先生(市场总监)
电话:0755-27231258-8016
传真:0755-27231256
邮箱:szltcn@163.com





