
本公司诚招代理商、合作商,共创双赢
咨询热线18042281996.
高速钢锯片特点:可使用【锯片研磨机】也称【锯片磨齿机】为反复多次翻磨刃齿,研磨的锯片与新锯片锯切寿命完全一样,提高生产效率,降低成本。
我公司经过近二十年磨炼,在锯片设计、制造方面积累了丰富的经验,专业生产:高速钢锯片、高速钢圆锯片、锯片铣刀、切口铣刀、切不锈钢锯片、金属圆锯片、切管圆锯片、HSS圆锯片、切管机锯片、超薄锯片。
高速钢锯片可加工的材料有:普通钢材、不锈钢、铝、铜、塑料、木材等材料的铣削、剖沟加工及锯切、切断、下料等。
用途:主要用于普通钢材、不锈钢、黄铜、铝合金、塑料、钛合金、超硬铸铁、高镍白铜、耐热合金,结构钢、合金钢、铸钢、高锰钢等材料的铣削、剖沟加工及锯切、切断、下料等。
尺寸规格:外径φ20~400mm,孔径φ5~40mm厚度,0.2~7.0mm
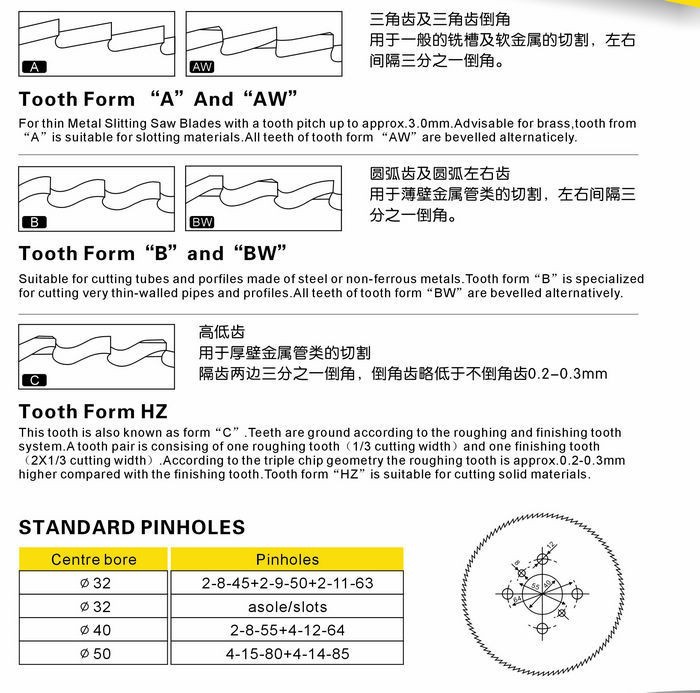
齿 型:无齿,粗齿,中 齿,细齿
开齿方式:铣齿,磨齿,不磨齿,全磨齿
齿 形:尖齿,圆弧齿, 交错齿(左右齿,高低齿), R型齿,角度齿,异性齿
表面涂层:本色,各类涂层
材 质:锻打高性能高速钢 M42,W6Mo5Cr4V2(M2),W18Cr4V(W18),W9Mo3Cr4V(W9)等,硬质合金(钨钢K10,K15)。高速钨钼合金钢,高速钨钼含钴合金钢(HSS-DMO5、HSS-C05)
高速钢锯片生产范围:
锯片外径:8-500MM
锯片厚度:0.12-23MM;
锯片内孔:2MM以上
高速钢锯片现货规格表:
高速钢锯片现货规格:材质:HSS-DM05/HSS-Co | ||||||
外径*厚度*内孔 单位:MM | 250*1.2*32 | 275*1.2*32 | 300*1.2*32 | 315*2.0*32 | 350*2.0*32 | 400*2.5*32 |
250*1.6*32 | 275*1.6*32 | 300*1.6*32 | 315*2.5*32 | 350*2.5*32 | 400*3.0*32 | |
250*2.0*32 | 275*2.0*32 | 300*2.0*32 | 325*2.0*32 | 350*3.0*32 | 450*3.0*32 | |
250*2.5*32 | 275*2.5*32 | 300*2.5*32 | 325*2.5*32 | 375*2.5*32 |
| |
|
|
|
| 375*3.0*32 |
| |
本公司接收非标定制,特种定制。图片仅供参考。可根据客户的需要定做所需外径 、内孔、厚度、齿数的不同处理.
网上价格仅供参考,价格随原材料,成本,定购数量变化而变 化,如有意向,请直接咨询李先生移动电话:18042281996
涂层介绍:
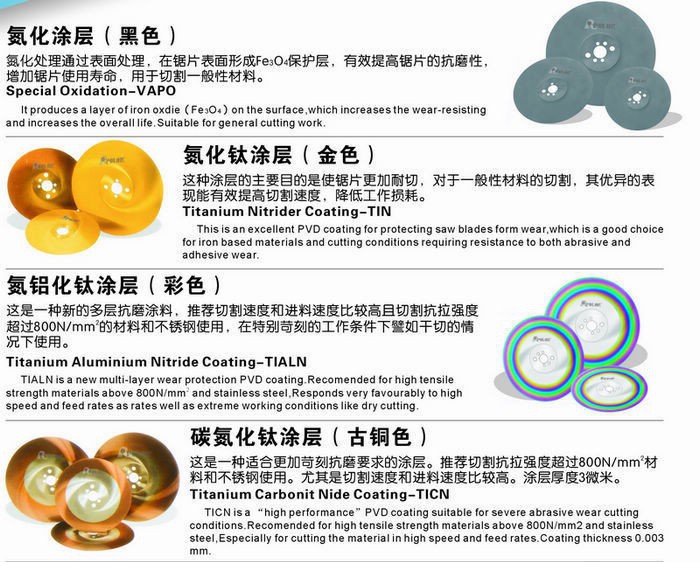
钛金涂层:经过特殊PVD镀层处理后的锯片,表面呈金色,其表面硬度达2400HV,较蒸气处理锯片提高近3倍,摩察系数降低至0.55,适用于在半自动或全自动金属圆锯机上快速锯切无缝钢管、铁管、棒材等,速度比蒸气处理锯片提高一倍,有效降低了切割成本.同时,在锯切不锈钢管时,也能得到比较满意的切断效果.
表面氮化铬合金镀层(七彩色):此涂层在切割不锈钢及合金钢及材质时,相比一般的涂层耐磨性更强,将高速动作下的阻力降低,藉以延长锯片的寿命及保持长期动作下的稳定性。且在锯片中加钴,可以有效提高锯片的稳定性、硬度及耐磨性。增加钴含量还可降低锯片、工件间的摩擦系数。其耐用度是普通高速钢的1~2倍。此锯片特别适用于不锈钢管材,棒材,型材的锯切、切断、下料,铣削加工。用在加工普通钢材、铝合金、塑料、木材等材料时,效果也很明显,切断后断面毛刺少、锯片韧性好、锯切寿命长。

氧化涂层:经过蒸气处理后的锯片,表面形成一层氧化层(Fe3O4),这种锯片表面光滑度好,有助于增强锯片的自润能力,锯片被材料卡住的现象在一定程度上能够避免,冷却吸收的能力较好,但是相对于其他涂层的锯片,切割的数量相对少些.这是我们平时最常用的一种锯片。
高速钢锯片-氧化涂层技术参数:
涂层厚度:约5-10微米 表面硬度:约900HV 摩擦系数:0.65
紫蓝涂层:利用多层PVD涂层处理后的锯片,达到了非常低的摩擦系数,适合在高切割速度和高进刀量下的精细加工中使用,并且能明显降低废屑在刀刃上的粘结。适用于很硬的金属材料切割,铜合金切割,钛合金切割,以及粘结现象特别频繁的材料切割。极高的表面硬度可使锯片进行高速的切割工作,与其它没有涂层的锯片相比,进刀量可提高100%,增加了锯片的使用寿命。这种锯片能使切割面非常光滑,锯片更耐磨,所以应将切割速度提高100%。
高速钢锯片-紫蓝涂层技术参数:
涂层厚度:约5微米 表面硬度:约3000-3300HV 氧化温度: 450℃ 摩擦系数:0.25
应用建议:
1. 产品选用优质的HSS钢原料,并采用高科技处理技术精制而成,切削面无毛刺效果好、性能稳定、刀口锋利耐磨损切削效果,可省二次加工。并具有耐磨、耐用、高效等特点能极大的提高用户的切削效率
2. 直接安装到铣床上使用的,俗称为锯片铣刀,这类铣刀其直径一般不会太大,而圆锯片的直径比,只适宜铣刀大,而且一般不能安装到铣床上,只能安装在专用的切管机上使用。
3. 锯片铣刀大多是由W6Mo5Cr4V2或同等性能的高速钢,硬质合金等材料制作。虽然硬质合金比高速钢的硬度高,切削力强,可提高转速和进给率,提高生产率。但是让刀不明显,虽然能加工不锈钢/钛合金等难加工材料,但是成本更高,而且在切削力快速交变的情况下容易断刀。
4. 汽车、摩托车、钢管家具、健力器材、自行车、童车、卫生洁具等行业,切割普通钢管,不锈钢管,铜、铝管及其他材料理想的刀具。
为使锯片发挥其最佳性能,必须严格按照规范使用;
· 不同规格和用途的锯片,其设计的刀头角度和基体形式有所不同,尽量按其所对应的场合使用;
· 设备的主轴和夹板的尺寸及形位精度对使用效果有很大影响,安装锯片前要检查和调整。
· 随时注意锯片工作情况,发生异常,如振动、嗓声、加工面走料情况,必须及时停机调整,并及时修磨,保持峰利;
· 暂时不用之锯片要垂直吊挂,避免长时间平放,更不应将物堆压其上,刀头处要加以保护,不许碰撞。
· 切割和进料速度:切割速度决定于被切割材料的种类和截面及韧度,韧性越强的材料要挑选更慢的转速。材料截面越小,选用转速越快。反之截面越大,可用速度越慢。推进(切割压力)。
· 观察锯屑你可判断切割状态是否良好:• 很细的或粉状锯屑表示切割压力太小 • 粗的柔软的锯屑表示切割超负荷 • 长的螺旋丝锯屑表示状态良好。
· 圆锯片使用出现的问题及注意事项:
•市面上由于竞争的因素,供应商偷工减料含有太多的杂质,锯片切到含有杂质的材料时会造成破裂或表面不平。
•使用质量差的机台,价格虽便宜但在生产过程中钢性不够所造成切割震动及锯片上下有间隙会晃动,影响锯片性能
切割状况 | 原因分析 | 解决方案 |
锯切时有异声 | 1、锯齿不够锋利或断齿 | 1、重新研磨锯片 |
锯切工件不垂直及长短不一致 | 1、切削时送料架碰撞及晃动定位不准,机台组装时没有校准好 | 1、经常检查料架的状况及定位尺,把机台水平校正好 |
锯片破损或断齿原因 | 1、刀盖未锁紧 | 1、将螺丝锁紧 |

销售热线:李先生18042281996
欢迎来电咨询
销售网址网址:http://tainais2010.cn.alibaba.com/
电邮:lizhuohang123@vip.qq.com
地址:缙云县泰耐斯工具有限公司





