TOSG进口美制丝攻丝锥 美制丝锥丝攻批发

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
TOSG/EX-SFT
品牌
TOSG
类型
丝锥
型号
EX-SFT
材质
高速钢
制式
公制
加工定制
否

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

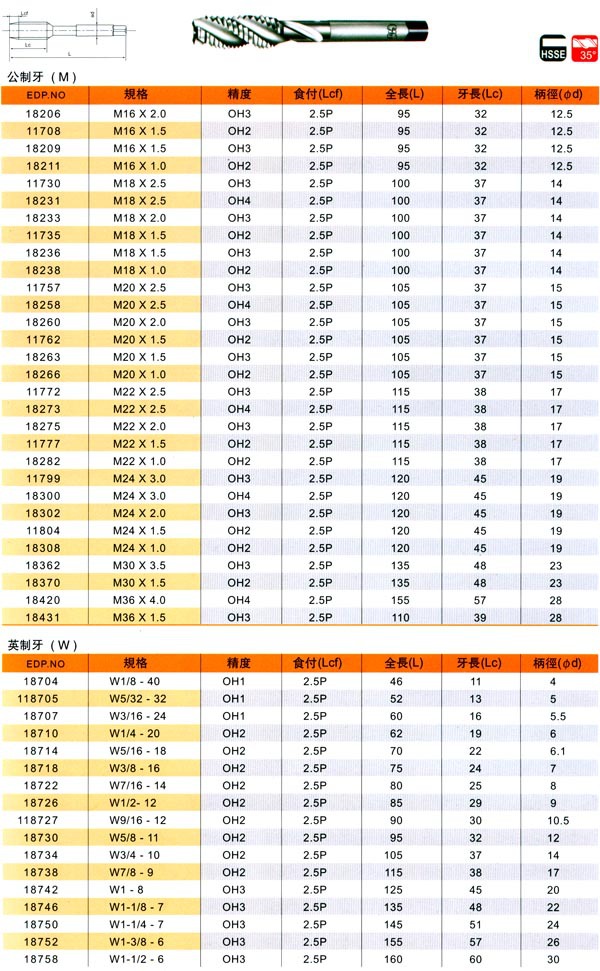
| 螺旋槽丝锥 |
| 比较适合加工不通孔螺纹,加工时切屑向后排出。由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,保证螺旋齿的强度。加工有色金属的,螺旋角选的大一点,可在45度左右,切削锋利一些。 |

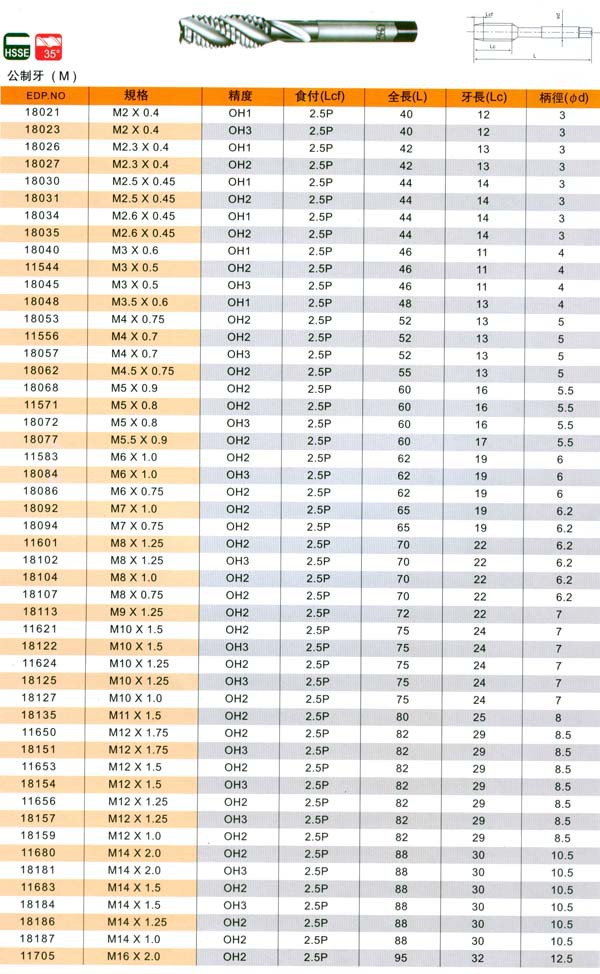
螺旋丝锥 EX-SFT

| 一 螺旋丝攻有哪些功能 |
| 1、 采用特殊设计的螺纹,能实现无毛刺的高品质内螺纹。 |
| 2、 采用耐磨性及韧性高相兼备的粉末高速钢CPM,使产品具有高稳定性。-螺旋丝攻 |
| 3、 表面处理使用了耐磨性和抗溶着性良好的V复合涂层、使产品更具耐久性。 |
| 4、 SC系列牙距达到1P,最适于下孔径空间小的盲孔加工。 |
| 5、 长柄系列的增加,更可实现对深槽部位的螺纹加工。 |
| 7、 广泛适用于碳素钢、合金钢、一般构造钢、不锈钢、铸铝钢,可实现长寿命加工。特别针对于不锈钢发挥超大威力。 |
二 挤压丝攻与螺旋丝攻及先端丝攻区别介绍 |
| 挤压丝攻比较适合加工有色金属,与TOSG先端丝锥工作原理不同,它是对金属进行挤压,使之塑形变形,形成内螺纹的。挤压成形的内螺纹金属纤维是连续的,抗拉,抗剪强度教高,加工的表面粗糙度也教好,不过挤压丝锥底孔要求较高:过大,基础金属量少,造成内螺纹小径过大, 强度不够。过小,封闭挤压的金属无处可去,造成丝锥折断。计算式为:底孔直径=内螺纹公称直径-0.5螺距。而TOSG螺旋丝攻加工面为压造外观美丽.光滑.材料连续没切断,螺纹强度约增加30%精度安定.因丝攻心部径大故耐力.扭力强度大,丝攻寿命较长不易折断。TOSG挤压丝攻适用展延性大之材料。铁板.铜板.铝板.不锈钢板加工。螺旋丝攻螺旋丝攻对在盲孔内攻牙,切屑连续排出的钢丝系材质效果良好。因为约35度之右旋涡槽切屑可从孔内排出.切削速度可较直槽丝攻加快30-50%,盲孔之高速攻牙效果良好因排屑顺利。对铸铁等切屑成细碎状的材料效果差。先端丝攻先端丝攻因前端锋刃槽部有特殊之枪膛刃槽设计,所以排屑容易,扭力小精度稳定使丝攻耐久性更一层改进.适用于通孔之高速攻牙作业效果良好。手绞丝攻手绞丝攻广泛适用最普遍,JIS规定有分1#(9山)2#(5山)3#(1.5山)之食付长度,3支合为一组最近因工作能率向上及作业条件之配合要求,单支使用攻牙之场合增加很多。 |
三 丝攻的原理是什么?
|
| 丝攻采用压缩空气驱动,安全快速高效;较小气压力和气量(0.3-0.8mpa),超大扭力输出;能对各种钢材、铁、铜、铝、塑料等材料攻丝;筒夹带过载保护装置,丝攻损伤较少,螺牙精度高;操作简单轻便,完全不需要经验和力量;加工成本较使用CNC加工中心,铣床带攻丝器或手动攻丝低许多;较重的工作物不需要定位装置或移动,工作面积特大(半径100-2000mm范围内);定位迅速快和较高的切削速度,增加生产量;透孔或盲孔,丝攻均不致断裂、垂直、(万向)角度均能攻丝;加工范围大:(M3-M24)。产品,使用寿命的保证。 |
| 丝攻配有精密扭力筒夹,筒夹自身带有过载保护装置。扭力筒夹采用汽车离合器的原理,即便是盲孔,也不必担心会扭断丝攻,有效地对扭力的进行控制,保证丝锥不易扭断或损坏;螺牙精度达到7级或以上,透孔或盲孔攻丝时均不出现断牙、坏牙现象。 |
| 螺旋丝攻加工小螺纹常泛起的问题 | ||||||||||
| 一、机器的制造单元是零件,零件通过一定形式相联接组成机器。而零件之间的联接形式之一为螺纹联接,因此,螺纹丝攻螺纹往往是零件上最常见结构之一。加工螺纹常用的方法有车、攻、碾压等,而攻螺纹是应用最广泛的一种内螺纹加工方法。特别是对于小尺寸内螺纹,攻螺纹几乎是独一的加工方法。攻螺纹的方法一般有两种,即手攻和机攻。为便于螺纹加工,下面将螺纹加工中的留意事项,常泛起的题目、产生的原因、解决办法以及掏出折断丝锥的常用方法等一系列题目加以论述。 | ||||||||||
| 二、用普通丝锥攻螺纹的方法及留意事项 | ||||||||||
| 1)手攻螺纹的方法及留意事项 | ||||||||||
| 目前,在机械加工中,手攻螺纹丝攻仍据有一定的地位。由于在实际出产中,有些螺纹孔因为所在的位置或零件外形的限制,不合用于机攻螺纹。对于小孔螺纹,因为螺纹孔直径较小,丝锥强度较低,用机攻螺纹轻易折断丝锥,一般也常采用手攻螺纹。但是,手攻螺纹的质量受人为因素的影响较大,所以我们只有采取准确的攻螺纹方法,才能保证手攻螺纹的加工质量。 | ||||||||||
| a.工件的装夹被加工工件装夹要正。一般情况下,应将工件需要攻螺纹的一面,置于水平或垂直位置。便于判定和保持丝锥垂直于工件基面。 | ||||||||||
| b.超硬质丝锥的初始位置在开始攻螺纹时,要把丝锥放正,然后一手扶正丝锥,另一手轻轻滚动铰杠。当丝锥旋转1~2圈后,从正面或侧面观察丝锥是否与工件基面垂直,必要时可用直角尺进行校正,一般在攻进3~4圈螺纹后,丝锥的方向就基本确定。 | ||||||||||
| 假如开始攻螺纹不正,可将丝锥旋出,用二锥加以纠正,然后再用头锥攻螺纹,当丝锥的切削部门全部进入工件时,就不再需要施加轴向力,靠螺纹天然旋进即可。 | ||||||||||
| 攻螺纹的操纵方式攻螺纹时,一般以每次旋进1/2~1转为宜。但是,特殊情况下,应详细题目详细分析,譬如:M5以下的丝锥一次旋进不得大于1/2转;手攻细牙螺纹或精度要求较高的螺纹时,每次进给量还要适当减少;攻削铸铁比攻削钢材的速度可以适当快一些,每次旋进后,再倒转约为旋进的1/2行程;攻削较深螺纹时,为便于断屑和排屑,减少切削刃粘屑现象,保证锋利的刃口,同时使切削液顺利地进入切削部位,起到冷却润滑作用。回转行程还要大一些,并需要往复拧转几回,另外,攻削盲孔螺纹时,要常常把丝锥退出,将切屑清除,以保证螺纹孔有效长度。 | ||||||||||
| c.用力要平均滚动铰杠时,操纵者的两手用力要平衡,切忌用力过猛和左右晃动,否则轻易将螺纹牙型撕裂和导致螺纹孔扩大及泛起锥度。如感到很费力时,切不可强行攻螺纹,应将丝锥倒转,使切屑排除,或用二锥攻削几圈,以减轻头锥切削部门的负荷,然后再用头锥继承攻螺纹,假如继承攻螺纹仍旧很吃力或断续发出“咯、咯”的声音,则切削不正常或丝锥磨损,应立刻休止攻螺纹,查找原因,否则丝锥有折断的可能。 | ||||||||||
| d.退出丝锥的操纵方式攻削盲孔螺纹丝攻时,当末锥攻完,用铰杠倒旋丝锥松动以后,用乎将丝锥旋出,由于攻完的螺纹孔和丝锥的配合较松,而铰杠重,若用铰杠旋出丝锥,轻易产生摇晃和震惊,从而破坏了螺纹的表面粗拙度。攻削通孔螺纹时,丝锥的校准部门尽量不要全部出头,以免扩大或损坏最后几扣螺纹。 | ||||||||||
| e.成组丝锥的应用用成组丝锥攻螺纹时,在头锥攻完后,应先用手将二锥或三锥旋进螺纹孔内,一直到旋不动时,才能使用铰杠操纵,防止对不准前一丝锥攻削的螺纹而产生乱扣现象。 | ||||||||||
| 2)机用丝锥机攻螺纹的方法及留意事项 | ||||||||||
| 三、因为手攻螺纹存在效率低,质量不不乱的题目,所以在实际大批量出产中,主要是采用质量好、效率高、出产本钱低的机攻螺纹。但是在机攻螺纹过程中,我们也必需准确地使用机器和工具,否则,也将影响螺纹孔的加工质量。 | ||||||||||
| a.机床的自身精度钻床主轴的径向跳动,一般应调整在0.05mm以内,假如攻削螺纹孔的精度较高时,主轴的径向跳动不应大于0.02mm,装夹工件的夹具定位支承面与钻床主轴中央或丝锥中央的垂直度误差应不大于0.05mm/100,工件的螺纹底孔与丝锥的同轴度一般应不大于0.05mm。 | ||||||||||
| b.螺纹丝攻攻螺纹的操纵方式当丝锥即将攻完螺纹时,进刀要轻、慢,以防止丝锥前端与工件的螺纹底孔深度产生干涉撞击,损坏丝锥;当攻盲孔螺纹或深度较大的螺孔时,应使用攻螺纹安全夹头来承受切削力。安全夹头承受的切削力,必需按照丝锥的大小来进行调节,以免断锥或攻不进去;在丝锥切削部门长度的攻削行程内,应在钻床进刀手柄上旋加平均合适的压力,以协助丝锥进入底孔内,这样可避免因为靠开始几扣不完整的螺纹向下去拉主轴时,将螺纹刮烂,当校准部门进入工件时,可靠螺纹天然的旋进进行攻削,以免将牙型切瘦。攻通孔螺纹时,应留意丝锥的校准部门不能全部露出头,否则在反转退出丝锥时,将会产生乱扣现象。 | ||||||||||
| c.螺纹丝攻切削速度的选择攻螺纹丝攻的切削速度主要根据切削材料、丝锥中径、螺距、螺纹孔的深度等情况而定。一般当螺纹孔深度在10~30mm以内,工件为下列材料时,其切削速度大致如下:钢材v=6~15m/min,调质后的钢材或较硬的钢材v=5~10m/min,不锈钢v=2~7m/min,铸铁v=8~10m/min,在同样前提下,丝锥直径小取相对高速,丝锥直径大取相对低速,螺距大取低速。淘宝网女装秋装新款非常好瘦身膏润唇最好用bb霜卸妆保湿补水眼霜哪个牌子好最好银杏叶片的作用 | ||||||||||
d.螺纹丝攻切削液的选择机攻螺纹丝攻时,切削液主要是根据被加工材料来选择的,且需保持足够的切削液,对于金属材料,一般采用乳化液;对塑料材料,一般可采用乳化油或硫化切削油。假如工件上的螺纹孔表面粗拙度值要求较低时,可采用菜子油及二硫化钼等,豆油的效果也比较好。
|





