东莞市琪丰塑胶原料有限公司
长期代理销四川得阳化学有限公司的PPS 塑胶原料,牌号齐全,欢迎广大新老客户来电咨询。
提供各类资料和加工成型技术支持!(专业铸就品质)
产品特性:
玻纤增强聚苯硫醚PPS-HGR30 玻纤增强30%
本品的综合力学性能好,具较高的刚性和蠕变性、耐高温、阻燃、耐化学腐蚀、电绝缘性能优、耐电弧性能好特点,更有低吸水率,加工性能好,成型收缩率小、尺寸稳定、耐辐射等特点,适宜加工精密度要求高的制件。
产品用途:
1.由于本品的综合性能佳,在航天航空工业中制作耐高温、绝缘的高性能要求的器件,化工行业中制作耐腐蚀阀 门、绝缘器件等;
2.电子电器行业中制作精密电器接插件、高强度外壳、耐高温接触器等;
3.电器业中制作使用环境苛刻电机零件,端子、开关;
4.机械行业中制作耐高温、尺寸要求高的轴套、活塞环。
产品性能
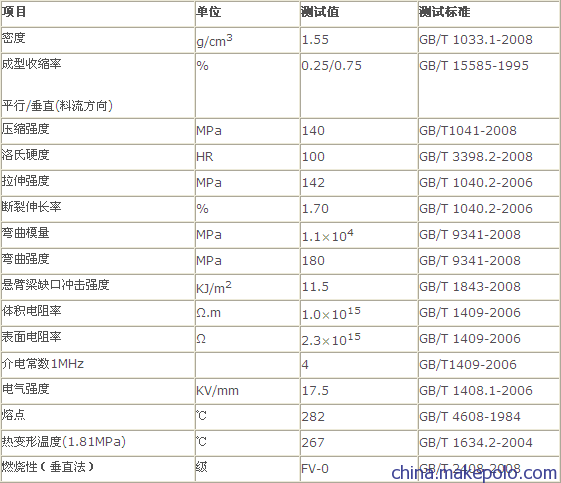
注:该表数据为产品测试典型值,不作为产品验收标准提供。
使用方法:
本品适用于注塑成型,由于聚苯硫醚是结晶型聚合物,在加工过程中应考虑到其产品的转角和壁厚变化的应力集中问题,故成型工艺较讲究。
本品注塑成型工艺参考如下:
1.物料干燥工艺
温度:100-140℃
时间:3-5 小时
1.1如成型过程中有金属嵌件,必须先预热嵌件。
金属嵌件预热温度130-140℃
金属件预热时间恒温1小时
1.2为保证得到温度色彩,本色料必须在同一干燥条件下预干燥。
2.注塑工艺:
模具温度:100-150℃
料筒温度前段:270-290℃
中段:300-320℃
后段:300-320℃
喷嘴:290-320℃
注塑压力:50-100Mpa
注塑速度:中速,有时为想得到良好的外观,可以采取高速注塑,但必须注意制品的翘曲,烧焦的可能。
背压:为确保计量准确,背压应在0.1-1.0Mpa
螺杆转速:通常应为40-100rpm,不宜过高
注塑时间,根据制件大小确定,以制件充满模具且表面基本冷却定型为佳
3.后处理工艺,以制件大小确定
处理温度:160-180℃
处理时间:4-8小时
得阳化学聚苯硫醚PPS各类牌号

得阳聚苯硫醚PPS图 




公司内部资料请勿转载/复制,违者必究!
四川得阳化学有限公司 PPS牌号众多未能一一详尽!有需要请来电咨询。
附注:最近因胶料价格波动频繁,网上价格有时不准,要了解行情实际价格,请来电咨询或QQ留言。
QQ:522827836 ,电话:0769-89827277,18925784542 彭先生



