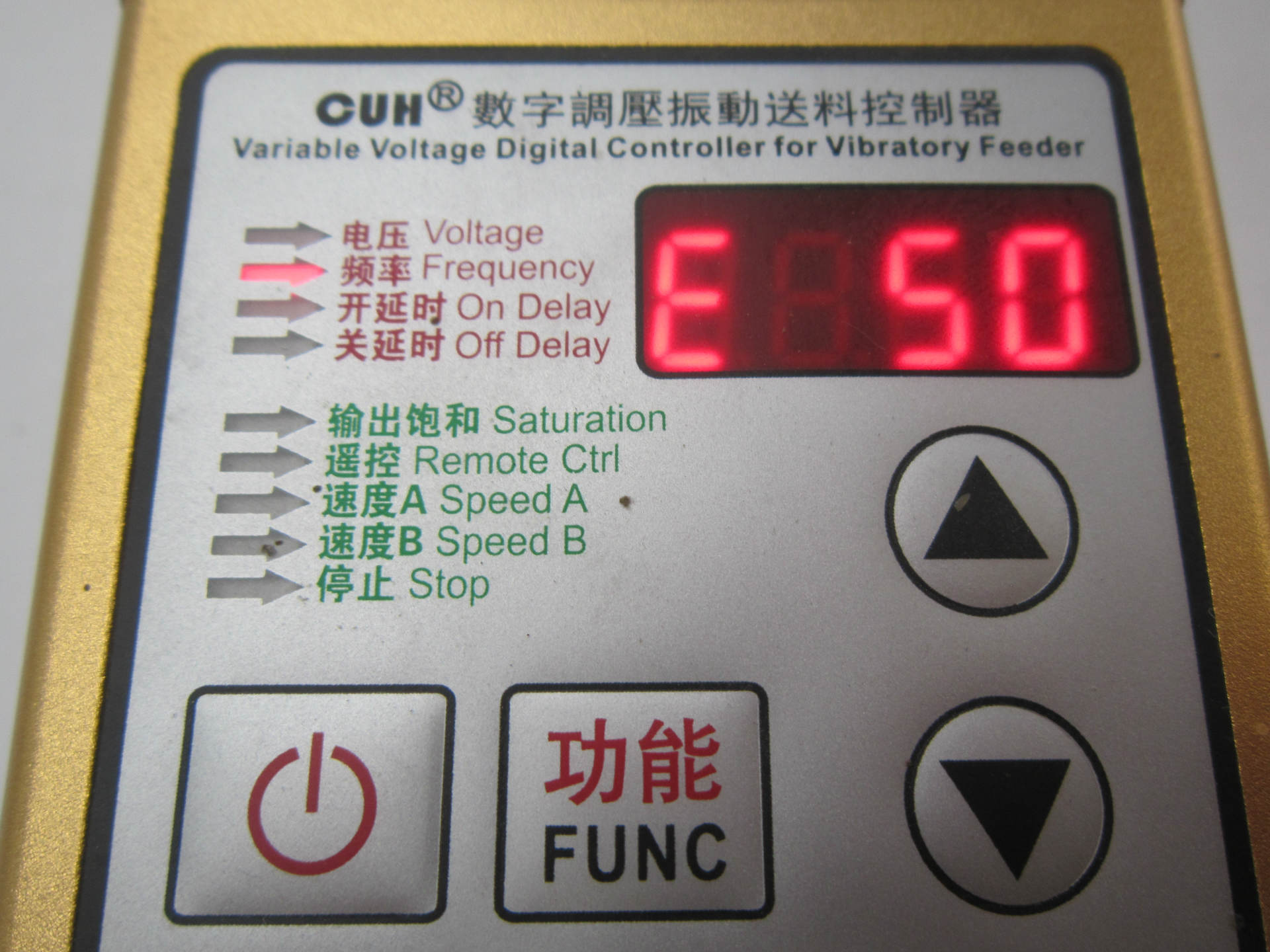
高速振动盘,精密金属零件送料,天津工厂直销,保修两年.本厂的主要产品包括高速振动盘、振动料仓、皮带式提升机、直线送料器、水平送料机等全系列产品。
振动盘功能简介:
① 将无序工件通过振动盘及一系列机构,排列成统一顺序,输送给下一道工序。
② 工件中的相对尺寸较小的废渣、粉尘状颗粒物将被剔除。
③ 尺寸差异大的工件可以被分选出来
主要参数:
输入电压:220V
功率:150W
输送物料:手机配件
供料速度:大于500件/分钟
材质:不锈钢
表面处理:轨道不锈钢本色/振动器喷漆
保修期:2年。上门安装维。

本厂制作的振动盘,工艺精细,运行流畅
由多年经验的振动盘师傅制作,保证在使用的过程中获得最大的稳定性。
规格表
| 规格 | 输入电压 | 功率 | 质量 | 最大外径 | 工作环境温度 | 工作环境湿度 |
| F120 | 80~240V | 50~1100VA | 15kg | 160mm | ﹣10~45℃ | 10~85% (不结露) |
| F150 | 80~240V | 50~1100VA | 20kg | 200mm | ||
| F160 | 80~240V | 50~1100VA | 20kg | 250mm | ||
| F200 | 80~240V | 50~1100VA | 25kg | 280mm | ﹣10~45℃ | 10~85% (不结露) |
| F250 | 80~240V | 50~1100VA | 30kg | 320mm | ||
| F300 | 80~240V | 50~1100VA | 40kg | 400mm | ||
| F350 | 80~240V | 50~1100VA | 50kg | 500mm | ﹣10~45℃ | 10~85% (不结露) |
| F400 | 80~240V | 50~1100VA | 60kg | 630mm | ||
| F500 | 80~240V | 50~1100VA | 80kg | 750mm |
安装注意事项/使用说明:
1、检查各个部分螺丝是否有松动。
2、振动盘高度及水平调整好之后,用随机配送的固定脚环将底座固定在工作台上,以防工作时振动盘发生位移。


3、振动盘出口末端与工装对接时要留有一定的间隙,以避免振动时,二者相互干涉,影响振动效果。间隙的大小依据振动盘的振幅而定,一般情况下在 0.5-2mm 之间。
4、振动盘内部引出的电气插头装在控制器的“输出”端上。
5、控制器使用时要注意防水、防油,以避免减少其使用寿命。
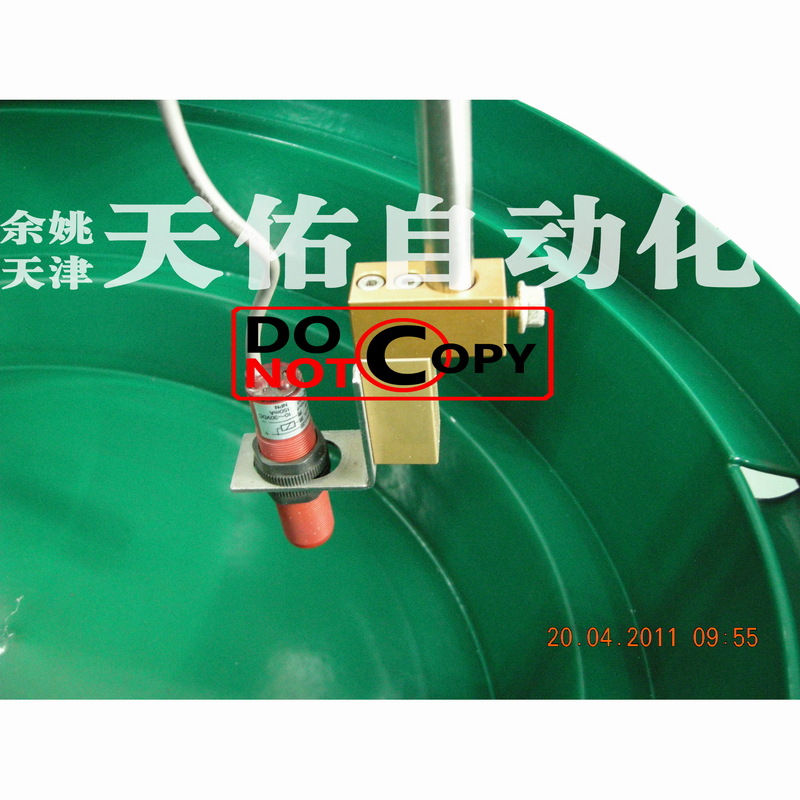
6、接通220V交流电源后,打开开关,缓慢转动“电压 Voltage”旋扭,逐步达到需要的送料数量即可。注意在接通电源前,一定要将“电压/Voltage”旋扭调至最小位置,以免损坏可控硅等电器元件。

数显式的控制器,初次使用时,需要长按“电压/Voltage —”按键,将电压调至最低。注意在接通电源前,确保“输出”端上连接到振动盘的插头是断开的。

振动盘有使用过程中常见的问题,在这里列出来,希望能够帮到大家。
1、问:为什么振动盘接通电源后不振动,或者振动很小?
答:几种可能。
① 检查电源插座是否有电,振动盘与控制器间的插头、控制器与电源插座相互之间是否可靠连接
② 如果控制器是正常通电的,控制器参数,是否输出电压调节得太小
③ 检查控制信号是否处于“停止”状态。(看面板上“停止”指示灯是否点亮)

④ 如果振动盘配有传感器的话,检查传感器配置参数“料空停机”或“料满停机”。若配有直线送料器,且设置为“料满停机”的话,那么传感器感应到直线送料器上面“料满”,振动盘也将处理“停止”状态。
2、问:为什么我并没有动过它,但振动盘的噪音突然变得很大了?
答:三种可能。
① 底座中的弹簧板断裂了。只需更换相同规格的弹簧板即可。
② 振动盘上有的地方脱焊或断裂了,也会造成很大的噪音。很简单,重新焊接加固即可。
③ 振动盘在工作当中缓慢地发生位移(也有可能是工作台发生位移),导致出口的钢板碰到了直线送料器或后面的其他工装夹具。这种情况,只要重新调整振动盘的位置即可。间隙约为0.5—2mm,具体视工作环境而定。
3、问:为什么振动盘速度变慢了?
答:三种可能。
① 底座上的弹簧板断裂,会导致供料速度降低。弹簧板断裂时并不一定造成很大的噪音。所以有的朋友会误以为振动盘的噪音并不大,藉此判断弹簧板没有断裂。应避免这个误区。
② 固定弹簧板的螺丝松动了。这也是最常见的原因之一。
③ 如果是振动盘供料速度一直都很慢,那有可能是电磁铁与衔铁之间的间隙过大造成的。正常的间隙在0.8—1.5mm之间。振动盘越大,间隙就应该越大。
4、问:电磁铁温度过高,线圈烧坏了,是什么原因?
答:一般来说两种可能。
① 电磁铁与衔铁的间隙太大或者太小。间隙太大,刚磁力不够,需要更大的电流才能达到需要的磁力,而过大的电流会烧坏线圈。间隙过小,电磁铁铁芯与衔铁相互碰撞,干扰电磁铁的正常运动,也会导致线圈发热烧坏。
② 适用于全波振动的电磁铁,如果用半波驱动,或者适用于半波振动的电磁铁而用全波驱动,则会导致驱动力不足。使用过程中,要想达到足够的驱动力,只能增大电压电流,而这也是烧坏线圈的“黑手”。(如下图)

数字显示控制器上,频率50Hz即为半波,100Hz即为全波(如下图)
高端的调频控制器,频率则可以在40Hz~400Hz之间自由设定。请选择最适合的频率。如下图。

订购振动盘时,请您记得提供以下具体参数:
① 出料方式:已排序工件的状态要求(工件在轨道中运动时,哪个部位在前或在上方?向前方供料,还是向下方供料?顺时针还是逆时针?)
② 轨道数量要求:振动盘出口为单条轨道,还是多条轨道?
③ 供料速度:200件/分钟?10件每分钟?
④ 出料高度:工件最底部至振动盘工作台面的高度差。
⑤ 外观涂层:不锈钢本色?喷涂PU胶?抛光?

除此之外,制作过程中的另一个必备材料——准备输送的工件样品——也请记得提供给我们

振动盘不是万能的,在准备订购之前,您需要了解它的缺陷:
① 噪音:空转时的噪音、工件相互之前碰撞的噪音、工件与振动盘轨道相互摩擦的噪音、安装有辅助吹气管工作时气流的噪音,这些都是不可能完全避免的,我们只能尽量控制,减小噪源。必要时,现场工件人员可以配戴耳塞。
② 磨损:由于振动盘靠摩擦力驱使工件向前运动,工作过程中,振动盘轨道与工件之前、工件相互之间的摩擦将不可避免。这对于一些对表面光洁度要求高的精密电子零件和一些塑胶零件影响会比较大。零件表面可能会形成一定程度的划痕,装配出来的产品显得不那么新了。对此,我们有两种解决办法:一是在振动盘轨道上涂覆一层PU胶,由于PU胶的硬度比较低,将会大幅减少振动盘轨道对工件的磨损程度;二是为振动盘配备振动料仓或提升机,它可以给振动盘持续添加工件,而振动盘内部不需要储存很多,这样就最大程度地减少了工件之前的摩擦。

虽然如此,在此我们还是提醒您,振动盘对工件的磨损将是不可避免的,我们能做的是尽量减小它。
还有任何疑问吗?拨打我们的号码吧