供应不锈钢电解抛光剂,不锈钢电解抛光液
一、不锈钢电解抛光剂性能:
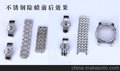
1、不锈钢电解抛光剂主要由腐蚀剂(由无机弱酸、有机酸组成)、缓蚀剂、光亮剂等成分合成,工作时无烟雾和刺激性气味产生,主要针对形状复杂、机械抛光和化学抛光方式无法达到抛光要求的工件而设计,属于阳极电解。不锈钢电解抛光剂能快速有效地将金属工件内管、内腔表面的凹坑、毛刺等通过电解方式整平抛亮。不锈钢电解抛光剂适用于202、304、316、316L等大多数不锈钢的镜面抛光,对去除氩弧焊所产生的焊斑等高温氧化物也有非常好的效果。能保证色泽光亮均一、不发白,优于传统的洗钢水。
2、型号:508不锈钢电解抛光剂。
3、不锈钢电解抛光剂保存与运输:塑料桶包装30kg∕桶,按一般化学品运输,轻装轻卸,防止重压倒置。贮于室温下通风处。保质期壹年。
4、不锈钢电解抛光剂特点:
(1)药液稳定,不易分解老化,消耗量低,使用寿命超出传统抛光剂的一倍;
(2)不含强酸、铬酸、氯化物、氟化物等,故对皮肤、工件和设备腐蚀性极小,对环境无污染;能抛出光亮、平滑、均一的镜面光泽效果,防锈能力强,光泽持久;
(3)在使用不锈钢电解抛光剂抛光前建议先将金属表面的锈斑、油污等进行预先处理,以节省本剂。
二、不锈钢电解抛光剂适用范围:
典型应用行业:适用于各种行业的不锈钢材料。
典型客户:温州市欣丰电镀有限公司、深圳海德威尔精密机械有限公司、布勒机械设备(深圳)有限公司。
三、不锈钢电解抛光剂使用方法:
1、工艺条件与物理指标:
产品型号 | 配比 | 使用温度 | 清洗时间 | 清洗方式 | 电流ρ | 电压 | 色状 |
508不锈钢电解抛光剂 | 原液 | 40-80℃ | 3-10min | 浸泡 | 3-30A∕dm2 | 6-25V | 透明液体或淡黄液体 |
阴极∶阳极面积至少2∶1,密度(g∕cm3):1.62±0.02,PH=1.3±0.02,粘度:14±0.5s/100ml。
2、操作流程:上挂→化学除油→热水洗→冷水洗→不锈钢电解抛光剂电解抛光→二次流动冷水洗→酸活化(5%硫酸水溶液)→流动冷水洗→干燥(可根据实际情况,调整部分工艺流程)。
备注:不需加入任何其它添加剂即可使用(原液使用),适当添加20-30%硫酸抛光效果会更佳。钛板、铅板或不锈钢板做阴极(负极),工件做阳极(正极),建议阳级缓慢移动,并适当搅拌避免局部过热。温度60℃为佳,工件体积大设计电流、电压大,工作时间长。
四、不锈钢电解抛光剂注意事项:
1、工作液具有一定的腐蚀性,不宜与裸露皮肤接触,操作时应佩带乳胶手套;
2、使用不锈钢电解抛光剂前必须将油污处理彻底;
3、工作液处理一段时间后,由于有效浓度下降,处理效果不佳,此时应更换新液或补加不锈钢电解抛光剂;
4、应在通风良好之场所进行操作;
5、如需加入适当硫酸,务必先冷却工作液至常温后加入,否则容易出现飞溅导致危险;
6、用碱水或石灰水中和至中性(PH=7)后排放,没有任何危害。
五、不锈钢电解抛光剂溶液维护:
随着抛光的进行,抛光液不断消耗外水分因蒸发和电解而损失。此外高粘度的抛光液不断被工作夹带损失,抛光液面不断下降,需经常往抛光槽补加新鲜抛光液到开槽状态。
六、不锈钢电解抛光剂故障排除:
故障 | 可能原因 | 解决方法 |
1.表面模糊,缺乏光泽 | a.温度大低; b.成份比例不足; c.液中金属量太高; d.不适当的素材。 | a.提高温度; b.分析、调整比例; c.清除底部污泥,补足新不锈钢电解抛光剂基础液; d.确认素材组成。 |
2.边缘呈灰色,但其它地区亮度佳 | a.电流密度太高; b.操作温度太高。 | a.降低电流密度; b.降低操作温度。 |
3.边缘亮度佳,但其它地区模糊 | a.电流密度不足。 | a.提高电流密度。 |
4.产生针孔 | a.脱脂不完全。 | a.确认前处理除油是否达到。 |
5.操作条件正确,但电解后得模糊表面 | a.阳极电流密度不足。 | a.确认挂勾接点是否清楚,若否请处理; b.确认挂勾是否有不足够的传递电流容量。 |
深圳力洁化工专业生产除蜡水,除胶剂,铝清洗剂,脱漆剂,除油粉,除油剂,除油除锈添加剂,化学抛光剂,光学清洗剂,冷脱剂,塑胶表面抗静电剂,消泡剂等表面前处理剂.同时还生产铝皮膜剂,铜保护剂,防锈剂,镀锌板切口防锈剂,高效脱水剂等表面后处理剂.及部分油品和原料产品:切削液,6501椰子油脂肪酸二乙醇酰胺,6502椰子油二乙醇酰胺,6503椰子油二乙醇酰胺磷酸酯,三乙醇胺油酸皂,磺酸,植物油酸,进口椰子油,对叔丁基苯甲酸等。咨询订购直线13572061868。