
本公司已通过实地企业认证 ,请广大客户放心购买!我们专业批发零售各种品牌规格带锯条,量大价格从优!人品打造精品,诚信立足市场!欢迎广大客户经销商莅临本公司洽谈指导业务!现面向全国诚招代理经销商,欢迎来电咨询!客服热线:136 1612 1758 姚先生 
我司为带锯条中国总代理,公司实力雄厚,采用自主研发改进的碰焊对焊机,另有10几年生产工作经验,我们的每根锯条都是精心测量、自动焊接、打磨、抛光精心处理而成。

双金属带锯条无缝接口,非专业人士还很难找到接口的位置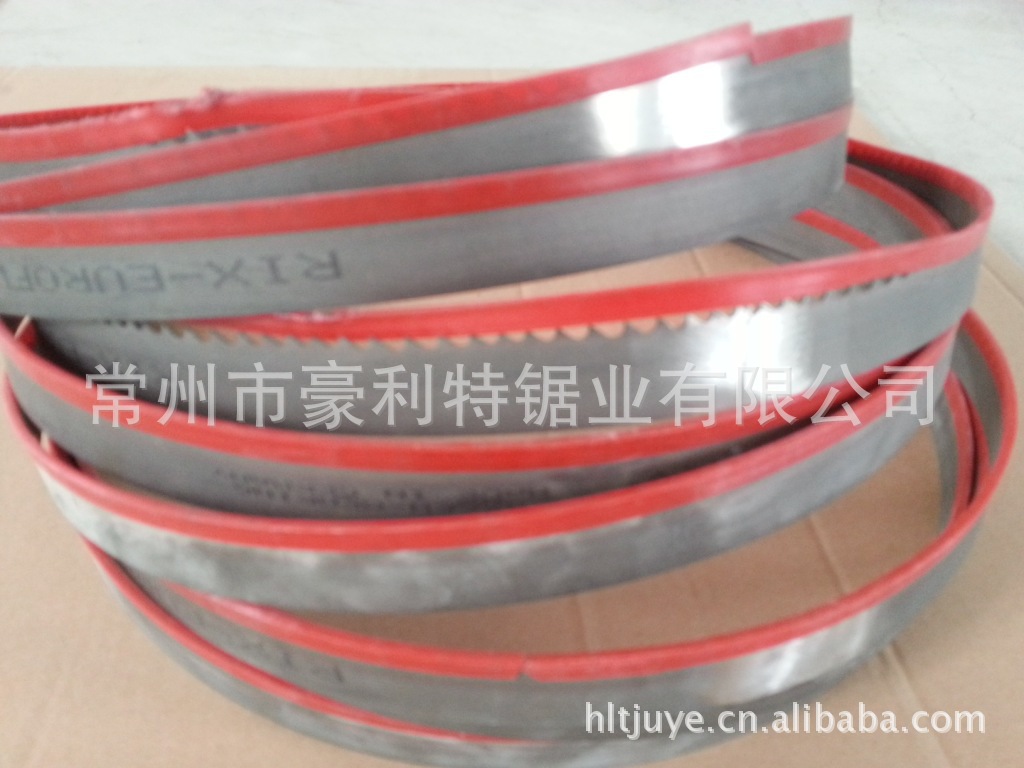
最真实的现实图片,专业 优质 诚信
质量是企业的生命,豪利特锯业公司出厂的每一条产品都是经过严格检测的,请大家放心购买!
豪利特锯业公司专业批发盘带双金属锯条,根带,欢迎广大客户经销商来电咨询!
德国进口百胜特品牌双金属带锯条畅销全国,德国顶级品质,专为中国市场!
双金属带锯条成品打包好待出货!

批发供应常州市双金属带锯条,无锡市双金属带锯条,苏州市双金属带锯条,张家港市双金属带锯条,江阴市双金属带锯条,昆山市双金属带锯条,太仓市双金属带锯条,上海市双金属带锯条,山东省带锯条,江苏省带锯条,浙江省带锯条,锯条焊接,修磨一条龙服务!只要您在本公司购买了,保证售后没有任何烦恼!用量大型的锻造厂,机械厂等客户单位,我们还可以为您降低锯条成本,提高效率,真正的让您感觉实惠!
品牌:Beata中文:百胜特(品牌根据需求更换)
齿形:3/4 2/3 3/4T 抗拉 :4/6 5/8 6/10 8/12 10/14
齿形众多,附管材和型材的切割选择齿形表
常见齿形
3/4T 抗拉:适合锯切空心的管件,比如,不锈钢管,无缝钢管,空心和异形类材料的。
3/4适用于:锯实心的材料,比如碳钢,模具钢,工具钢,轴承钢,合金钢,镍基合金钢等。
2/3适用于:切锯较软的材料如铜,铝等较软的材料
4/6适用于:切锯细管,硬度较高的材料,如日本模具钢
请客户不要拿国产价格和进口的比。货是公司直接从美国运过来的,公司只负责焊接,保证焊接牢固,不易断。在质量上,进口的寿命和锯切效果绝对是远超过国产的。
建议客户购买原装进口的,好的锯条对你的锯床磨损也小,而质量劣质的锯条,将会大大降低锯床的寿命。
公司网址:
诚信通会员:
如果不懂锯条选择请联系我,服务热线:136 1612 1758 姚先生
现货,当天拍,工人当天做好发出。开票的话要加点,谢谢。
另外,提供免费的带锯床和带锯条技术支持,我是专业的,请相信我,相信我的服务会让你满意的。
双金属带锯条特点:
8%含钴M42高速钢齿尖
弹簧钢背材
正角度齿形
专利齿形设计
产品优势
耐热耐磨性更强,延长了使用寿命
切割更稳,嗓音更小
单位切割成本更低
常州市豪利特锯业有限公司热烈欢迎广大客户,代理经销商莅临本公司洽谈业务!
 带锯条使用技术指导说明!
带锯条使用技术指导说明!
【锯条的磨合】
新锯条在正式使用前一定要进行磨合。一条没有磨合或没有磨合好的锯条的使用寿命是一条磨合好的锯条的1/3或更少。锯条磨合时只能使用一半的正常进给压力/速率和锯切速度,直到锯出300—1000cm2的表面区域。然后逐渐将进给速率和锯切速度增加到正常值。锯下的锯屑可以看出锯切压力和条件是否正确。很细或粉末状的锯屑表示应增加进给速率或降低锯带速度厚、重或蓝色的锯屑表示锯条过载应减少进给速率或提高锯带速度松散盘卷的锯屑表示理想的锯切状态锯带速度:锯带速度由材料的种类、材料的宽度及锯带的拉力所决定。较硬的材料必须用较低的锯带速度;较小的宽度必须用较快的锯带速度。锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。较硬的材料和较大宽度的材料要用较大的压力和进给速率;较软的材料和较小的宽度要用较小的压力和进给速率。
轮廓锯切:请根据您所需要锯切材料,选择最适合的锯条种类;再根据您所需要锯切材料的最小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。
【影响带锯条使用寿命的主要因素】
1、选用高品质的带锯床,正确地操作和调整机床是保证带锯条使用寿命最重要的因素。良好的机床刚性和工作性能,可以防止振动和各种应力给带锯条产生的巨大影响。
2、正确地选择您将使用的带锯条。没有哪一种带锯条可以适合所有的锯削要求,而各种不同形式和特征的锯条都有其不同的效用,这种选择包括合适的锯条宽度、齿形和齿距。
3、正确地使用锯削参数,其中主要包括锯带线速度、进给量、锯带张力等。材料锯削时理想的切屑应该呈紧卷、银色和具有温热的手感。如出现烧结、棕蓝色、肥厚或粉状等切屑,则需对有关参数进行调整。
4、正确地使用切削液及其混合物,可以润滑和冷却带锯条,并及时清洗掉锯齿上的附加物。
5、正确地“磨合”新带锯条,“磨合”是通过锯齿的自然磨损,除去齿刃毛刺,使带锯条渐入正常锯削状态,避免过早地引起锯齿的崩刃和卷刃,特别是截面变化急剧的型材、管材及异型材料时尤为重要。进行“磨合”时,应将机床参数调整至正常锯削效率的50%左右,锯削面积一般为200-600cm2,无异常状况后逐渐调整机床有关参数,进入正常的锯削状态。




