
液压提升千斤顶自动连续升降千斤顶同步整体提升张拉千斤顶,柳州提升设备专卖具有的出厂证







TS系列液压提升系统是一种新型大型构件起重设备,主要由TS系列提升千斤顶、液压泵站、控制系统组成。其原理是将预应力锚具锚固技术与液压千斤顶技术进行融合,通过锚具锚固钢绞线,再利用集中控制液压泵站输出的流量和油压,驱动提升千斤顶活塞伸、缩,带动钢绞线与构件升、降,实现大型构件的整体同步提升与下降。本提升系统是由TS200B-200系列液压千斤顶与自动工具锚具、机架组成的一种提升、牵引装置。它可以间歇式的连续提升较大的重物直至设计所需的高度,配上液压泵站和电器等操作系统可以实现多台同步提升。本装置具有提升平稳、安全、速度可调、结构设计合理,吊装灵活,维修方便等特点。
二、千斤顶型号及技术规格:
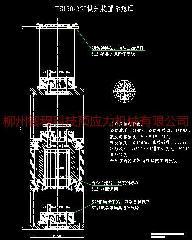
TS200B-200型提升顶的技术性能表
| 项目型号 | JS200-200 |
| 公称油压 MPa | 28 |
| 张拉活塞面积 m2 | 7.28×10-2 |
| 张拉力 KN | 2038 |
| 回程活塞面积 m2 | 3.68×10-2 |
| 张拉行程 mm | 200 |
| 穿心孔径 mm | Φ190 |
| 锚板孔数 | 19 |
| 质 量 kg | |
| 外型尺寸 mm | Φ440×1665 |
三、使用方法
(1)如图所示该提升装置包括,穿心试千斤顶、机架、自动工具锚等。千斤顶支架上有5个Ф22的通孔,用于安装5颗M20的螺栓。千斤顶与支架安装好后,应空载运行数次检查整体装置的平稳性及其他性能。
(2)本提升装置采用强度为1860MPa,直径为Φ15.2的数根钢绞线为提升缆索,并配以专用工具夹片为夹具配套使用。装配前工具夹片应清洗干净,钢绞线截断必须用切割机割断并保证切口平整不松散,以便于穿索。
(3)安装行程开关应在空载运行时先将6台提升顶推出至极限位置待压力稍微升高以确保6台均到位再安装上行程开关。安装时将行程开关压下在上紧安装螺钉。以确保千斤顶推出时不会压坏行程开关而造成故障。同样方法安装下行程开关。
(4)退锚千斤顶由1台ZB4-500油泵供油锚具1和锚具3由ZB4-500油泵一个控制阀供油,锚具2由ZB4-500油泵另一个控制阀供油,提升时不需要启动退锚千斤顶。
(5)当要对工件短距离下放时,千斤顶的行程分成A、B、C、D 4点A、D分别为下行程开关、上行程开关处。B点为距A点25mm处,C点为距D点25mm处。首先调节节流阀使六台千斤顶的行走速度一至。当千斤顶到达C点时停机向锚具2的退锚千斤顶卸压使夹片可以夹紧钢绞线。由C点到D点时钢绞线将锚具1、锚具3顶开,此时停机向锚具1、锚具3的退锚退锚千斤顶供油并保持压力使夹片无法夹持钢绞线。千斤顶换向回程到达B点时将锚具1、锚具3的退锚千斤顶卸压。到达A点时向锚具2的退锚千斤顶供油并保持压力。为避免电机频繁启动在停机退锚时只需按下待机按纽即可。此时千斤顶停止工作而电机继续工作。
四、注意事顶
使用本千斤顶时应注意下列各项:
1、钢绞线载荷不能超过11吨,若发现钢绞线退锚困难且夹痕超过1.5毫米必须加穿钢绞线,而且从新预紧。
2、钢绞线至下而上进行穿索,同时数根钢绞线不能缠绕,不能穿错孔位。钢绞线安装完毕后,应对每根钢绞线进行预紧,使得每根钢绞线在提升初始就达到受力均匀,保证提升的平稳性。通过调节自动工具锚上端的压板来达到夹片对钢绞线的最初夹紧力。
3、安装夹片时须涂退锚灵以方便退锚,当钢绞线出现比较严重的偏载时需要从新对钢绞线进行预紧以及对夹片涂退锚灵。
4、千斤顶应采用46号优质液压油,油不含水、酸及有其它混合物。油液应严格保持清洁,经常精细过滤,定期更换。
5、安装油管时,接口部份应清洗,擦拭干净。严格防止砂粒、灰尘进入千斤顶内,同时尽量减少拆装次数。新油管第一次使用时,切勿直接和千斤顶油咀连接,应预先清洗或在油泵输出的油液中洗干净后方可使用。卸下油管后,千斤顶及油泵应加防尘帽,以防污物混入。
6、千斤顶使用前宜空载运行三次以上,以排出油缸内的空气。
7、千斤顶应根据实际使用情况定期进行维修清洗,工作中如发现故障、漏油、活塞表面划伤等现象,应停止使用进行维修。
8、千斤顶在工作过程中,操作人员应站在两侧,端面方向严禁站人,以免发生意外。
9、千斤顶的外露工作表面要经常擦拭,保持清洁,工件完毕后应将活塞回程到底。闲置时应加罩防尘放于室内。
TS系列液压提升系统是一种新型大型构件起重设备,主要由TS系列提升千斤顶、液压泵站、控制系统组成。
一、工作原理及技术指标
工作原理:以集群千斤顶为执行机构,液压泵站为动力设备,以钢绞线悬挂承重,利用千斤顶上、下夹持器(自动工具锚)交替动作和千斤顶活塞与油缸沿钢绞线的相对运动,使重物上升(连续平移)或适量下降。此原理是将预应力锚具锚固技术与液压千斤顶技术进行的有机融合,通过锚具锚固钢绞线,再利用计算机集中控制液压泵站输出的流量和油压(比例阀、换向阀等驱动装置),驱动提升千斤顶活塞伸、缩(位移传感器装置),带动钢绞线与构件升、降、连续平移,实现大型构件的整体同步提升(平移)与适量下降,系统具有很强的施工现场适应性和可靠性。
控制系统主要由液压控制系统、计算机控制系统和信息反馈系统3部分组成。反馈信号(提升高度)与输入指令比较,计算机根据此偏差信号控制液压系统的工作,使提升对象按照输入的指令要求提升。
技术指标: 单台提升千斤顶的技术指标如下表,根据配置不同的液压泵站所组成的液压提升设备,可实现提升速度0~25米/小时,系统控制采用PLC(数字运算操作电子系统的可编程逻辑控制器),提升与下降同步精度±10mm。以上为常规配置,可根据用户的要求进行设计、修改、制造。
功能: 大型构件吊装,倒装法施工构件提升。
特点:
(1)、提升设备体积小,自重轻,承载能力大,安装方便灵活,特别适宜于狭小空间或室内大吨位构件提升;
(2)、通过提升设备扩展组合,提升重量、跨度、面积不受限制;
(3)、采用低松驰钢绞线,只要有合理的承重吊点,提升高度不受限制;
(4)、提升千斤顶锚具具有逆向运动自锁性,使提升过程十分安全,并且构件可在提升过程中的任意位置长期可靠锁定;
(5)、设备自动化程度高,操作方便灵活,具有自动作业、半自动作业、单点调整、手动作业等多种操作方式。显示有液晶显示,触摸屏显示、按钮操作面板显示等,非常直观。并且控制系统设有自我纠错保护程序,既使误操作也不会引起安全事故。
(6)、用本设备施工,工期短、成本低、经济效益好
适用范围:大型建筑构件、机库屋架、桥梁、电站设备、海上石油平台的吊装,也可用于其它行业特大笨重件的吊装。
二、工艺与技术
1,适用范围
本工艺技术适用于电视塔钢桅杆天线的整体提升和体育馆、游泳馆、飞机库、剧院、候车(船)室等大型公用工程的网架、屋盖、钢天桥等构件的整体提升和大型龙门起重机主梁的整体提升以及机场航站楼主楼钢屋架(盖)的滑移。
2,方法与特点
提升方法
目前多采用“钢绞线悬挂承重、液压提升千斤顶集群、计算机控制同步”方法,其中有如下两种方式:
①上拔式(即提升式):将液压提升千斤顶设置在承重结构的永久柱上,悬挂钢绞线的上端与液压提升千斤顶穿心固定(锚固),下端与提升构件用专用工具锚锚固并连固在一起,似“井台提水”一样,液压提升千斤顶夹持着钢绞线往上提,从而将构件提升到安装的高度。本方案即是上拔式提升式。
②爬升式(爬杆式):悬挂钢绞线的上端固定在永久性结构(或基础或与永久物相联系的临时加固设施)上,将液压提升千斤顶设置在钢绞线下端(液压提升千斤顶通过锚具与构件连固),似“猴子爬杆”一样,液压提升千斤顶夹持着钢绞线往上爬,从而将构件提升到安装高度。
爬升式多适用于如电视塔钢桅杆天线等提升高度高,投影面积一般,重量相对较轻场合的直立构件的提升。
工艺特点
①钢绞线承重,不仅是相当经济的承重方式,而且锚固效率很高,并且解决了长距离连续提升要求的施工技术难题。
②借助机、电、液一体化工作原理,使提升能力可以按实际需要进行任意组合配置,再加上应用已经相当成熟的预应力锚具锚固技术,使整个提升过程或呈悬停状态,都相当的安全可靠。
③计算机控制同步,可以高精度控制提升点间的升差值,同时也不受提升点设置数和提升点间荷载差异的影响。
④能充分利用使用阶段中的永久性结构或基础等作为提升阶段中的承重柱,力求施工阶段与使用阶段对承重结构(柱)的受力基本相近或一致,从而减少了为提升阶段而进行的对承重结构的加固量,节省了常规施工中设置辅助柱(设施)及为此而进行的加固费用。
⑤对于高重心直立构件(如:钢桅杆天线)的提升,可以尽量减少其配重量(件),节约施工成本。
3、对于上拔式提升大型屋盖构件而言的工艺技术关键
①整体提升的范围和形式的确定:
范围,范围的确定必须同时考虑承重结构(永久的和临时的结构)的稳定性和构件本身的稳定性,因此在范围确定前,必须先与设计单位、土建单位认真协商,以求意见一致,然后制定并落实相应措施。
形式,形式选择的原则一是力求降低支重工作柱高度,保证工作柱的稳定性;二是确保构件本身在整体提升中的稳定性和就位时安全性,因此提升系点应选择在构件的下弦节点处。
②提升点的确定和提升设备的选择与配置
提升点的确定:
合理确定提升点的数量和位置是大型屋盖整体提升施工中一项非常重要的工作,它直接关系到构件(屋盖)在提升过程中的稳定性、安全性和施工的安全及经济性。
合理确定提升点数量与位置的基本原则:一是切实保证构件(屋盖)在提升过程中的稳定性;二是在安全和质量确保的前提下,尽量减少提升点数量;三是单体设备承载能力符合设计要求;四是提升点位置应选在构件(屋盖)的下弦处。
提升设备的选择与配置:
提升设备主要是液压提升千斤顶、钢绞线、液压泵站和液压控制系统。设备选择的原则是:能满足提升中的受力要求,管路不宜太长,结构要紧凑、坚固、耐用、维修方满足行程升降速度、安全保护等功能的要求。
对于投影面积大、多吊点、荷载差异大的屋盖或网架的整体提升,可将不同规格、不同额定荷载的液压千斤顶,按设定要求采用不同组合,既保证升差值小,又保证了屋盖和承重柱的稳定性和安全性。
提升点确定后,对个提升点的受力进行计算,按提升过程中的各种不利工况,以及提升点的最大受力值作为提升设备选择的依据,并按受力大小对提升设备进行合理组合与设置,以保证单根钢绞线的使用安全:对于上拔式提升,其安全系数应大于3.5,现行施工多数要求安全系数约为3,即单根钢绞线理论设计受力为9吨;对于爬升式提升,其安全系数应大于5.5。
③液压提升系统的组成与安装
组成:
每个提升点均应设置一套液压提升系统,每套提升系统由工作柱、工作台、承重梁、液压提升千斤顶、钢绞线、专用吊具、三套专用自动工具锚、专用工具夹片、钢绞线导向管、钢绞线导向架、位移传感器、压力变送器、控制阀组和多泵头级液压泵站系统等组成。
其中液压提升千斤顶主要组成部件是:底座、下自动工具锚、多付专用工具夹片、下部支架、单缸千斤顶、活塞内部钢绞线导向管、中部自动工具锚(活塞端)、位移传感器、上部支架、上部自动工具锚具托盘、上部自动工具锚、钢绞线扶盘支架、钢绞线扶盘等。
其中液压泵站分为主泵站和副泵站,主泵站可以为“一控一提升点”设置,也可以“一控多提升点”设置,本方案客户初步要求为“一控二十提升点”设置。工作柱、工作台和承重梁,可针对不同情况进行专用设计、制作、设置,它们是主要提升设备液压提升千斤顶的承重支架。
安装:
各提升系统的安装顺序是:工作柱—?工作台—?承重梁—?液压提升千斤顶—?专用吊具—?钢绞线—?导向架—?专用自动工具锚—?液压泵站—?控制阀组—?计算机控制系统—?管线等。
千斤顶安装时要求支承座平面斜度不大于3/1000,一般应按照1/1000标准。
油管接口和各电器接口朝向安装在一侧(如果位置有方向性)。
④穿钢绞线
大多数施工采用上穿法。本案推荐此法。
准备工作:
第一步,千斤顶的上、中、下三个自动工具锚全处于松弛顶起状态(由副泵控制,自动工具锚控制油缸将锚盘顶起)。(有的需要千斤顶活塞伸出100mm左右,利于预调后缩缸取下预紧千斤顶或临时锚。)
第二步,固定端工具锚用垫块垫起,并与下盖板间留出约300mm间距,且处于松弛状态。
第三步,穿线时经过上中下三个自动工具锚,检查各孔位无误后,将钢绞线放入导向管。
工艺:
第一,将钢绞线放入导向管内,推入千斤顶,下自动工具锚上方有1人轻轻握住带入导向管引线,随钢绞线推力而动。
第二,钢绞线从油缸下部穿出时,将导向管引线取下。下放钢绞线直至接近下自动工具锚时速度放慢,对准孔位穿过下自动工具锚。
第三,当钢绞线距离固定端工具锚还有4-5米距离时,穿入夹片随时锁紧,若再需要下放时提起钢绞线,将夹片向上提再锁紧,直至钢绞线穿过固定端工具锚应进入的锚孔时穿上夹片,钢绞线头进入夹片压盘孔定位。上部人员将松弛钢绞线拉紧,即提钢绞线将上自动工具锚夹片锁紧。
第四,提升千斤顶上部钢绞线超出上自动工具锚500mm,穿钢绞线时千斤顶上部5人,分工为:1人负责通讯联络,1人负责放铺片、对孔位,其他人负责放线;千斤顶下部2人负责检查自动工具锚及孔位,最后接导向管引线;下部固定工具锚处3人,负责穿夹片、观察钢绞线下放、最后锁紧等工作。
第五,穿钢绞线时,要有良好的上下通讯联络,并事先规定穿线顺序,一般可采用先内后外,顺时针或是逆时针的穿线顺序,也看选择按行列顺序穿线。穿线时固定工具锚的轴线应与千斤顶相同,定好顺序后穿线。在钢绞线穿出下自动工具锚下放时,应注意下放方向与穿好的钢绞线拉开一定距离,防止打扭。
第六,按上述方法将一个千斤顶所以的钢绞线穿好后,固定工具锚提起接近锚位打紧夹片,套上压板,旋入固定螺栓。检查后即可进行下一步预紧。
预紧钢绞线
为了使每根钢绞线受力相同必须要进行预紧。在最上部的上自动工具锚上方预紧或是在固定工具锚的下方预紧都可以。预紧用的是YCJ26型前卡式千斤顶和副泵一起工作,将每根钢绞线拉至4MPa,预紧时应先内后外,对角操作。经检查确认钢绞线穿向无误,没有打绞现象后,结束预紧。
⑤钢绞线在提升中的梳理及导向:
提升与爬升不同,要对千斤顶提起的钢绞线进行梳理导向,让其自由排除不受力,在不考虑以后钢绞线再利用的情况下,可以随时切断。考虑钢绞线的重复利用,制作了梳理架,梳理架用角钢在钢柱上焊接,梳理盘的作用是保证此盘以下钢绞线不受弯曲,保证上自动工具锚开起自由。梳理盘与千斤顶三套自动工具锚的孔位排列相同,有托架。
⑥一次就位——提升到平均设计标高值:
整体钢结构提升接近标高500mm时,在各点进行监测,根据监测数据操作测出并确定平均设计标高值。每个支座标高不同的,个别点达到就位高度时即关闭泵组,直至整个系统不能整天操作时,采用单台手动调整操作,监测系统压力,除了考虑系统压力超限,还应考虑整体钢结构的本身受力情况。
整个钢结构达到平均设计标高值后,安装焊接钢牛腿。
⑦二次就位——整体钢结构放置在牛腿上:
达到焊接好的钢牛腿上方约50mm时,升缸190mm左右,开起上、下自动工具锚,并确认打开,缩缸,直至钢绞线松弛。此时可以松动固定工具锚板螺栓,取下夹片压盘,依次拆下夹片,抽取钢绞线,此时整体钢结构所有支座已全部落在钢牛腿上,提升过程结束。
单台提升千斤顶的技术指标:
| 提升千斤顶型号 | TS50B-200 | TS100B-200 | TS200B-200 |
| 额定油压MPa | 25 | 26 | 28 |
| 额定提升力KN | 502 | 1030 | 2038 |
| 行程 mm | 200 | 200 | 200 |
| 穿心孔径 mm | ?94 | ?130 | ?190 |
| 钢绞线直径 | F15.24 | F15.24 | F15.24 |
| 钢绞线根数 | 5 | 9 | 19 |
| 重量 Kg | 320 | 480 | 780 |
| 外形尺寸mm | ?240X1665 | ?315X1665 | ?440X1665 |
说明:以上技术参数以最终成品参数为准。


