
本系统主要适用于4轴以下三维点胶机运动控制系统。它支持单点和连续点胶;简单的示教编程方式,丰富的指令集(如椭圆、端口输出、等待输入、延时暂停等)和各种灵活适用的特殊功能(如批量修改、阵列复制、常用图形等),不仅方便了客户特殊工艺的实现,也简化了客户对文件的编辑与修改;除此之外,多达99个可编辑上万点的文件存储量使客户只需进行简单的选择操作,便可快速适应不同的工件;同时,最多4个点胶头的选择,可以大大的提高工作效率。另外,本系统还采用了实时多任务控制技术和硬件插补技术,工作时稳定性高,涂胶均匀,是一款性能优良的产品。
1.1 主界面说明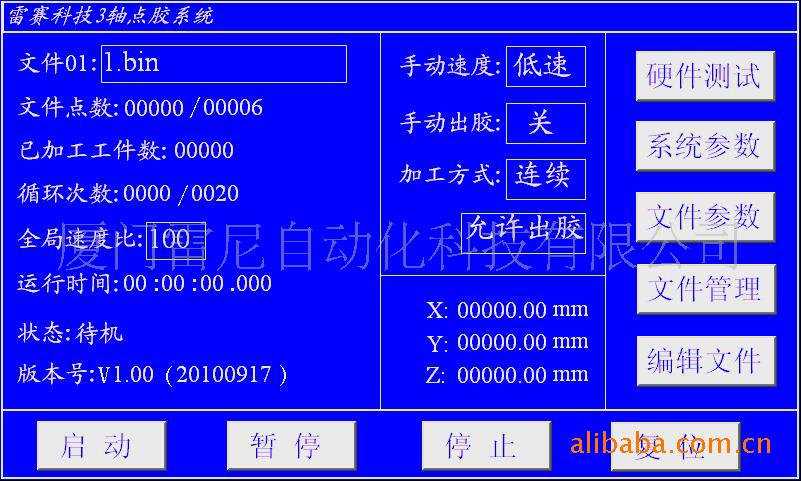
文件名:显示当前运行文件的ID号(1~99)和文件名。
文件点数:显示当前文件的正在运行的点行号和文件总点数。
已加工工件数:显示开机后已加工的工件数。
全局速度比:设置工作速度百分比,可在线调速。
运行时间:显示当前文件运行的时间。
状态:显示控制器当前的运行状态,包括待机、运行、暂停等。
版本号:控制器软件版本、修改日期。
手动速度:示教时X、Y、Z轴移动的速度(低速、中速、高速),按一次切换一下。
手动出胶:选择自动出胶或关胶,按一次按钮切换一下。
加工方式:选择连续运行或者单步运行;允许出胶或者禁止出胶。
硬件测试:测试电机运行、显示输入口和特殊输入口状态、设置输出
口状态。
系统参数:根据输入不同的密码,可以设置系统参数和用户参数。
文件参数:设置当前文件的参数。
文件管理:主要包括文件新建、删除、复制、U盘操作等。
编辑文件:进入文件教导编辑。
启动:运行当前文件。
暂停:暂停当前正在运行的文件。
停止:终止当前程序运行。
复位:运动至已经设置好的工作原点的位置(默认先找机械原点,找到机械原点后再回工作原点)。以下“复位”功能相同
1 硬件接口说明1.1 IO接口说明1.1.1 输入IO接口说明INPUT1:外部启动按钮。
INPUT2:外部暂停按钮。
INPUT3:外部停止按钮。
INPUT4:外部复位按钮。
INPUT5、INPUT6:X轴外部示教按钮。
INPUT7、INPUT8:Y轴外部示教按钮。
INPUT9、INPUT10:Z轴外部示教按钮。
INPUT11、INPUT12:U轴外部示教按钮(保留)。
INPUT13:手动出胶按钮。
INPUT16:手动调速按钮,包含低中高三种。
INPUT25:拨码开关程序选择对应第‘0’位按钮。
INPUT26:拨码开关程序选择对应第‘1’位按钮。
INPUT27:拨码开关程序选择对应第‘2’位按钮。
INPUT28:拨码开关程序选择对应第‘3’位按钮。
INPUT29:拨码开关程序选择对应第‘4’位按钮。
INPUT30:拨码开关程序选择对应第‘5’位按钮。
INPUT31:拨码开关程序选择对应第‘6’位按钮。
注:拨码开关选择程序最多127个,当拨码开关对应值为0时,程序选择以触摸屏为准。
1.1.2 输出IO接口说明OUTPUT1:点胶器1开关。
OUTPUT4:点胶器2开关。
OUTPUT5:点胶器3开关。
OUTPUT6:点胶器4开关。
OUTPUT7:程序运行指示。
OUTPUT8:程序暂停指示。
OUTPUT9:程序停止指示。
OUTPUT10:控制器复位指示。
2 参数设置2.1 系统参数设置说明主界面中选择系统参数,根据输入密码的不同,可以设置系统参数和用户参数。出厂时系统参数设置初始密码为“123456”,用户参数设置密码为“0”。
1.1.1 圆弧(画圆弧涂胶)
A点 |
B点 |
C点
|
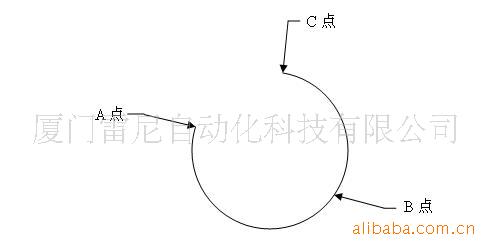
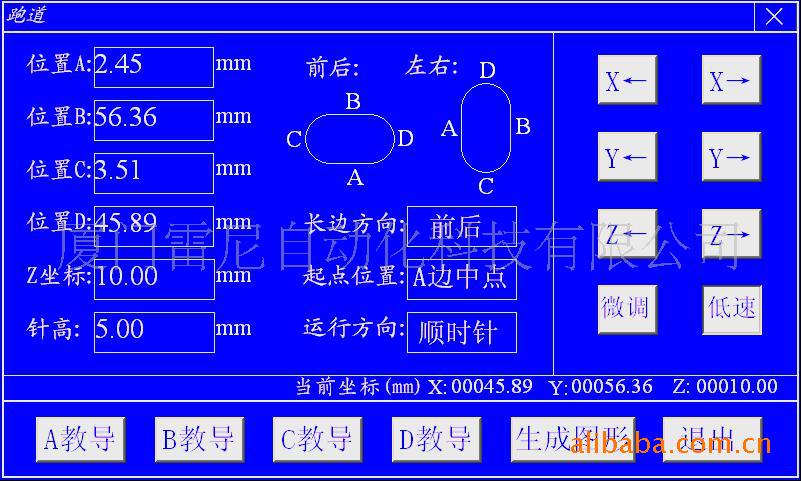
说明:若你想编写如图所示圆弧的程序,你可以在该圆弧上取三点即圆弧起始点,圆弧上任意点、圆弧结束点,如图中A、B、C三点(起始点可A也可C,同理结束点可C也可A,均按实际情况而定),按编程步骤进行操作。假设从A点开始走圆弧,可在示教界面图(1)中移动X、Y、Z轴到A点,按下“点教导”键,则A点坐标记录在行00001;再移动X、Y、Z轴到B点,按下“点教导”键,则B点坐标记录在行00002;再移动X、Y、Z轴到C点,按下“点教导”键,则C点坐标记录在行00003。因从A点开始走圆弧,所以在示教界面中A点类型设为“起点”(A点开始涂胶),B点类型设为“圆弧”,而C点类型设为“终点”(C点结束涂胶),C点的针高依实际情况而定。
特别提示:顺时针和逆时针运动跟选点的顺序有关;若要画圆涂胶,可把B点类型改为“整圆”,当作圆来处理,编程方法同上。

应限制,没有详细上传
详细资料欢迎来电索取,谢谢支持。





