






主要技术参数 | specifications | ZX6350D |
钻孔最大直径(mm) | Max.drilling dia. | |
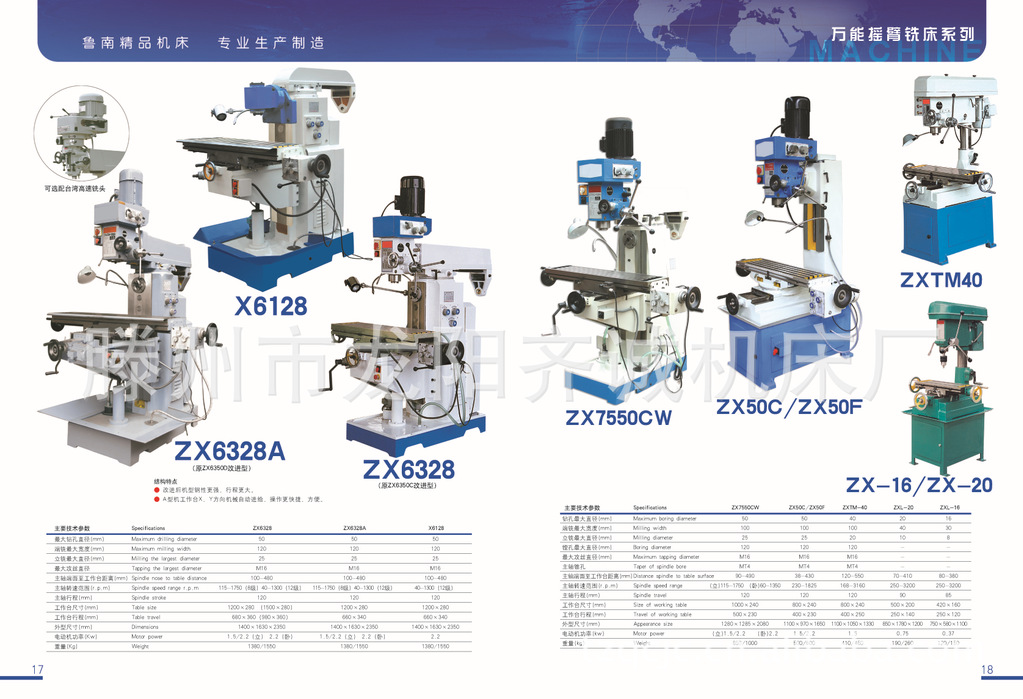
主轴孔锥度(mm) | Spindle taper | MT4、R8、ISO30、ISO40 |
产铣最大直径(mm) | Max.vertical milling dia. | |
最大镗孔直径(mm) | Max.boring dia. | |
主轴至工作台距离(mm) | Distance.spindle to table surface | |
主轴转速(立/卧)(r.p.m) | Spindle speed range(Vertical/Horizontal) | 40-1400 |
主轴行程(mm) | Spindle travel | 120 |
工作台面尺寸(mm) | Table size | 1250×260 |
工作台面行程(mm) | Table travel | 600×260 |
外形尺寸(mm) | Overall dimension | 1400×1630×2350 |
电机功率(立/卧)(kw) | Main motor power(Vertical/Horizontal) | 2.2 |
净重/毛重(kg) | N.W./G.W. | 1000-1250 |
1.操作者必须熟练掌握铣床的操作要领和技术性能,凭考核合格后上岗作业。
2.开机前必须认真检查设备的各部位、各手柄、各变速排挡,确保处在合理位置,发现故障应及时修理,严禁带病作业。
3.开机前必须按润滑图表的要求,认真做好设备的加油润滑工作。
4.工件、刀具的装夹必须牢固可靠不得有松动现象。
5.调整、转速、装拆工件、测量工件等,必须在停车后进行。
6.对刀时,如需快速进给,但刀具接近工件前,必须停止快进,用手动缓慢进刀,吃刀不准过猛,严禁超负荷作业。
7.正在切削时,不准停车,铣深槽时,要停车退刀,快速进给时,要注意手柄伤人。
8.自动走刀时,必须拉脱工作台上的手柄,限位撞块应预先调整好,人不准离开运转中的设备。
9.切削时,不准戴手套,不得直接用手清除铁屑,只允许用毛刷,也不能用嘴吹。
10.刀具、工件的装夹要用专用的工具,用力不可过猛,防止滑倒。
11.下班前,操作者应按要求,认真做好设备的清洁保养,做好润滑加油及周围场地的清洁卫生,产品零件要摆放整齐,并关闭电源。
简单故障的排除方法
序号
故障
查找原因
排除方法
1
电机不旋转
检查接线是否正确,电源是否通电
重新接线,重接电源,提供机床需求的电源
2
机床使用一段时间后,主轴径向跳动大,出现异响。
检查主轴是否松动
缷下主轴箱右侧上方的盖板,用螺丝刀从锁紧螺母的槽中撬直止,用螺丝刀调整主轴总程上的锁紧螺母,达到松紧适宜即可。
3
整机抖动
检查机床是否平衡,电机座板,电机法兰盘及电机支杆的锁紧螺母,螺钉是否松动机头,支座,滑座在立柱上是否夹紧。
机床垫平,旋紧螺钉,螺母调整各锁紧部位达到夹紧牢了固。
4
主轴升降有阻滞及不重位现象
检查主轴套筒与齿轮轴啮合外是否有铁屑,杂物,弹簧是否疲劳松驰。
清理铁悄杂物,涂没紧簧达松紧适宜。
5
升降滑座,工作台移动不平稳有异响。
检查斜铁是否松动。
注油,调整斜铁松紧适宜。
6
齿轮箱内出现异响
检查变速是否到位,是否缺油
加油。重新变速






