样品图片




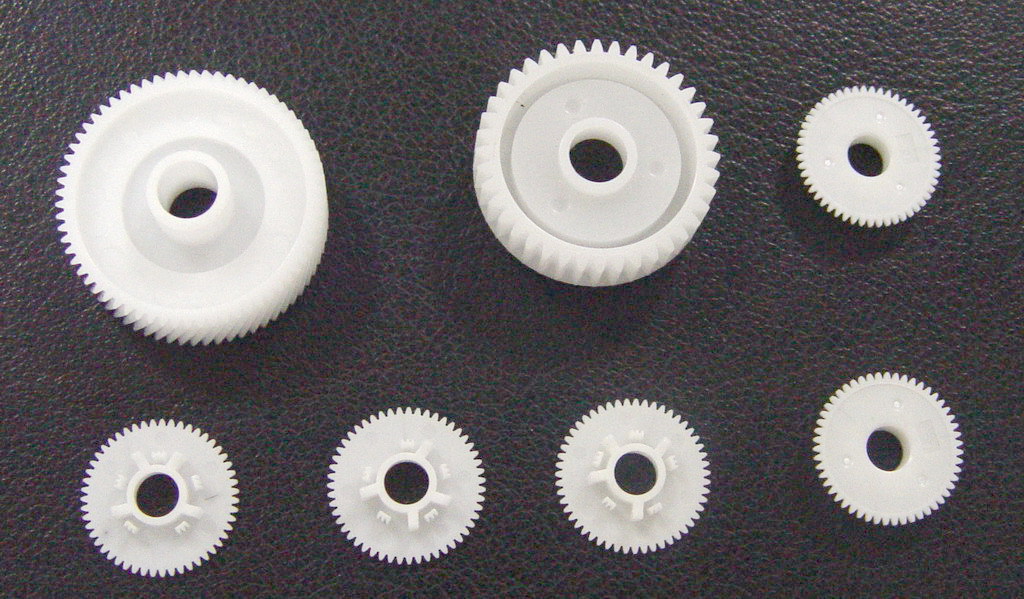



产品(样品)参数
二、可能出现问题的原因
(1).
模具未充分填充。
(2).
止流阀的不正常运行。
(3).
塑料未彻底干燥。
(4).
预塑或注射速度过快。
(5).
某些特殊材料应用特殊的设备生产。
三、补救方法
(1).
增加射料量。
(2).
增加注塑压力。
(3).
增加螺杆向前时间。
(4).
降低熔融温度。
(5).
降低或增加注塑速度。(例如对非结晶体类的塑料要增
加
45%
速度)。
(6).
检查止逆阀是否裂开或无法运作。
(7).
应根据塑料的特性改善干燥条件,让塑料彻底干燥。
(8).
适当降低螺杆转速和增大背压,或降低注射速度。
一、
塑料的成型原理:是指将配制好的塑料原料(粉料、粒料、溶液或分散体)在一定
的工艺装备和工艺条件下塑制成所需形状、尺寸塑料制品的过程。
二、塑料成型方法:
1
、
注射成型:
注射成型又称注射模塑或注塑成型,
几乎所有的热塑性塑料
(除氟塑料外)
及部分热固性塑料皆可经注射成型而获得各种形状的塑料制品,其应用覆盖了国民经济各个
领域。
2
、压缩成型:将粉状、粒状、纤维状或经预压的坯状塑料定量地加入处于成型温度下的
模具型腔中,
然后闭模及加压加热,
塑料在型腔内受热受压,
熔融塑化并向型腔各部位充填,
待充分固化定型后,卸压启模即得模压制品
3
、压注成型
:
压注成型又称传递成型,它的原理是将热固性塑料置于高温的模具加料腔内,使其受热
熔融塑化成粘流态,并在活塞的压力作用下,通过模具的浇注系统注射入闭合的模腔中;熔
融塑料在此继续受热受压,经交联固化而定型;最后打开模具获得所需形状的制品。
4
、挤出成型
挤出成型又称挤压成型,其成型原理是借助于转动的螺杆,将料斗中粒状或粉状的塑料
送入加热料筒中,料筒内的塑料在受到料筒外的电加热和螺杆的剪切摩擦热的作用而逐渐熔
融塑化成粘流态,与此同时,塑料还受到螺杆的搅拌而均匀分散,并不断推向前进;最后,
塑化均匀的熔体通过具有一定形状的挤出模具(机头
2
与口模
3
)并在定型、冷却、牵引和
切断等一系列的辅助装置的作用下,成型为具有一定截面形状的连续型材,如管材、棒材、
板材、片材、单丝、薄膜、电线电缆的包覆层及其它的异型材等。
5
、中空成型
中空成型又称中空吹塑成型。中空成型的原理是先通过挤出或注塑的成型方法生产出高
弹状态的塑料型坯,再把塑料型坯放入处于打开状态的瓣合式吹塑模具内,闭合模具,然后
向型坯内吹入压缩空气,使高弹塑料型胀开并紧贴在模腔表壁,经冷却定型后,获得与模具
型腔形状一致的中空制品。中空成型主要用于生产塑料瓶子、水壶、提桶、玩具等
塑料是以高分子聚合物为主要成分,经与不同的添加剂混炼而成的可塑成型的混合物,
在加热、加压等条件下具有可塑性,在常温下为柔韧的固体。
一、
塑料的组成
塑料以合成树脂为主要成分,它由合成树脂和根据不同的需要而增添的不同添加剂所组
成。
订货须知
公司名称:广州伯利菲模具有限公司
公司地址:广州市番禺区东环街蔡边一工业区
联系人:文先生
联系电话:18028653924





