提供塑胶模具加工/塑料模具加/注塑加工精密模具注塑加工

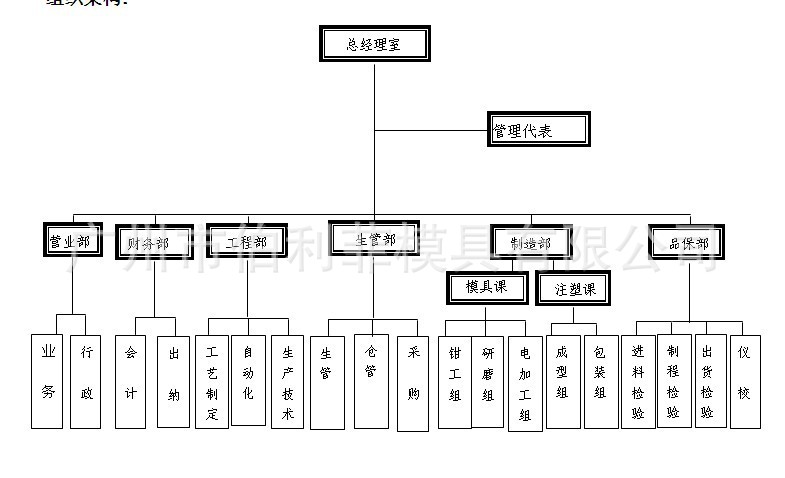
广州市伯利菲模具有限公司
中国 广州
产品属性
图文详情
品牌推荐
工艺类型
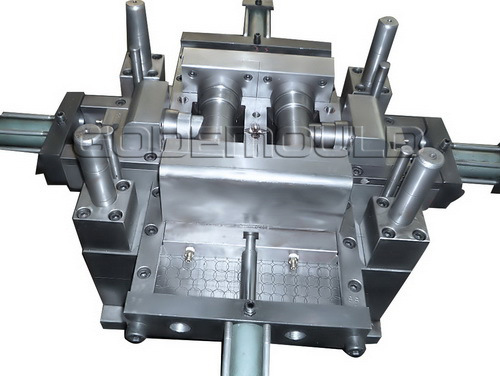
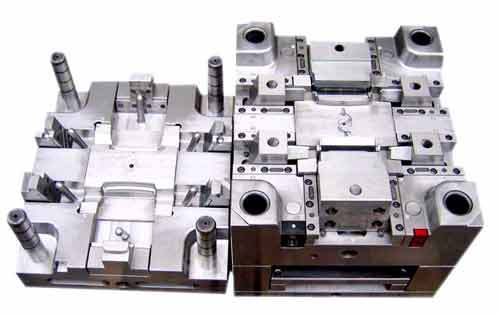
注射成型模
排列方式
立式
适用范围
家电,医疗,食品,汽车,电子,仪表,日用品,鞋业,手机,工艺品,餐具
模具分型面数目
一个
型腔数目
单型腔模具
模具安装方式
移动式模具
主要加工设备
铣床 车床 磨床 加工中心 线切割 精雕注塑机
加工设备数量
50
加工能力
50
模具材质
龙记
质量体系
ISO9001
加工定制
是