
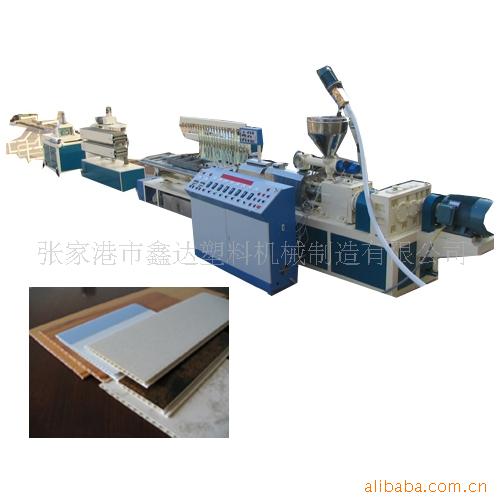

PVC天花板生产线,又名扣板生产线,中空PVC塑料材质,装饰装修必需材料,用于厨房,卫生间,浴池,大型娱乐场所的,商场的装饰调定,天花板表面的色彩图案可根据客户需求更换,品种多,色彩多变,满足不同顾客消费者的需要,市场前景广阔,需求量大。
该生产线用双螺杆挤出机,精密的模具,模头,真空定型冷却,牵引,切割,印刷到成品,产量高,制品美观。
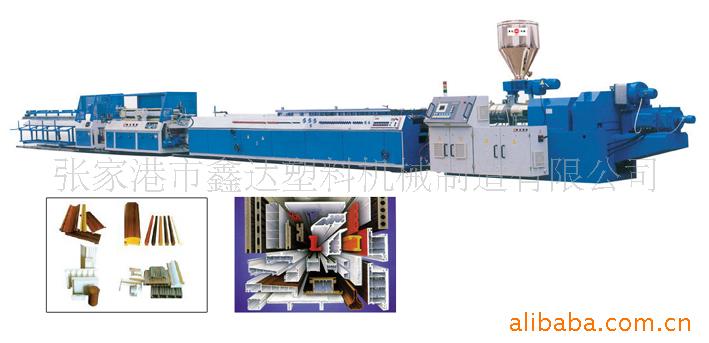
塑料PVC异型材生产线采用PVC粉料制造各种塑料门窗异型材、装饰型材等。参照国外最新技术,对塑料异型材生产线采用PVC粉料制造各种塑料门窗异型材、装饰型材等。参照国外最新技术,对PVC异型材生产线进行优化设计,具有塑化均匀、剪切速率小、产量高、使用寿命长等特点。PVC异型材生产线由锥形双螺杆挤出机、真空定型台、牵引机、切割贴膜机、翻料架等组成。主机采用交流变频或直流可控拖动,温控仪表选用进口产品。
辅机真空泵和牵引电机均采用优质产品、维护简便。更换螺杆及模具后,可以直接挤出发泡异型材,效果比单螺杆更佳。
该生产线采用激光跟踪无缝扣板挤出快慢稳定器,可以根据不同扣板的壁厚自行调整;确保扣板克重无误差。主机挤出量可以在每小时70公斤到120公斤之间。
真空定型采用特殊加大涡流冷却系统,便于冷却定型,牵引机工作平稳,制品表面无压痕,可靠性好,牵引力大。以满足高速挤出的需要。切割机移动速度与牵引速度保持同步,全部动作设计合理,运行稳定,可自动定长切割。
产品适用范围:吊顶/护墙/隔断
1、大厦、住宅楼内部的墙壁和天花表面装饰;
2、宾馆、写字楼、店铺、餐厅的墙面、天花装饰;
3、工厂、学校、医院及公共场所的隔断、墙面及天花装饰;
主要技术参数
生产线型号 | YF180 | YF240 | YF300 |
最大型材宽度 | 180 | 240 | 300 |
辅机总功率 | 18.7 | 27.5 | 33.1 |
冷却水容量 | 5 | 7 | 7 |
压缩空气压力 | 0.6 | 0.6 | 0.6 |
PVC型材生产中常见问题分析
PVC是热敏性塑料,光稳定性也很差,在热和光的作用下,很容易发生脱HCl反应,即通常说的降解。降解的结果是塑料制品强度下降、变色、出黑线,严重时导致制品失去使用价值。影响PVC降解的因素有聚合物结构、聚合物质量、稳定体系、成型温度等方面。根据经验,PVC型材发黄大多是因为口模处出现糊料,其原因是口模流道不合理或流道内局部抛光不好,存在滞料区。而PVC型材出黄线大多是机筒内出现糊料,其原因主要是筛板(或过渡套)之间有死角,物料流动不畅。黄线在PVC型材上呈纵向直线,则滞料是在口模出口处;若黄线不直,则主要是在过渡套。配方和原料不变时也出现黄线,则应主要从机械结构上找原因,找到发生分解的起始点并加以排除。如从机械结构上找不到原因,则应考虑是配方或工艺方面存在问题。避免降解的措施有以下几个方面:
(1)严格控制原材料的技术指标,要使用合格的原料;
(2)制定合理的成型工艺条件,在该条件下PVC物料不易降解;
(3)成型设备和模具应结构良好,要消除设备与物料接触面可能存在的死角或缝隙;流道应为流线型,长短适宜;应改善加热装置,提高温度显示装置的灵敏度及冷却系统的效率。
弯曲变形
PVC型材弯曲变形是挤出过程中常见的问题,其原因有:口模出料不均匀;冷却定型时,物料冷却不充分,後收缩量不一致;设备与其他因素。
挤出机全线的同心度和水平度是解决PVC型材弯曲变形的前提条件,因此,每当更换模具时都应对挤出机、口模、定型模、水箱等的同心度和水平度进行校正。其中,保证口模出料均匀是解决PVC型材弯曲的关键,开机前应认真装配口模,各部位间隙要一致,若开机时发现口模出料不均,应依据型坯弯曲变形方向,对应调整口模温度,如调整无效,则应适当提高物料的塑化度。
进行辅助调整调节定型模的真空度和冷却系统是解决PVC型材变形的必要手段,应加大型材承受拉伸应力一侧的冷却水量;采用机械偏移中心的方法调整,即一边生产,一边调整定型模中间的定位螺栓,依据型材弯曲方向进行反向微量调整(采用该法时应慎重,且调整量不宜过大)。注重模具的保养是很好的预防措施,应密切关注模具的工作质量,根据实际情况随时对模具进行维护和保养。
通过采取以上措施可消除型材弯曲变形,确保挤出机稳定、正常地生产出高质量的PVC型材。
低温冲击强度
影响PVC型材低温冲击强度的因素有配方、型材断面结构、模具、塑化度、测试条件等。
(1)配方
目前广泛选用CPE作为冲击改性剂,其中含氯质量分数为36%的CPE对PVC的改性效果最好,用量一般在8-12质量份,结晶度和玻璃化温度均较低,具有良好的弹性及与PVC的相容性。
(2)型材断面结构
高质量的PVC型材具有好的断面结构。通常情况下,小断面的结构优於大断面的结构,断面上内筋的位置设置要适宜。增加内筋厚度,在内筋与壁连接处采用圆弧过渡,都有助於提高低温冲击强度。
(3)模具
模具对低温冲击强度的影响主要体现在熔体压力和冷却时的应力控制上。一旦配方确定,熔体压力主要与口模有关。从口模出来的型材经过不同的冷却方式,会产生不同的应力分布。应力集中的地方PVC型材的低温冲击强度就差。PVC型材受到急冷时易产生大的应力,因此定型模冷却水流道布置非常关键,水温一般控制在14℃-16℃,采用缓冷方式有利於提高PVC型材的低温冲击强度。
保证模具的最佳状态,定期清理口模,避免因长时间连续生产而让杂质堵塞口模,造成出料减少,支撑筋过薄,影响低温冲击强度。定期清理定型模可保证定型模足够的定型真空度和水流量,以保证型材生产过程中被充分冷却,减少缺陷,降低内应力。
(4)塑化度
大量研究和测试结果表明,PVC型材低温冲击强度的最佳值是在塑化度为60%-70%时得到的。经验表明,“高温低转速”和“低温高转速”能得到同样的塑化度。但在生产中首选低温高转速,因为低温时既可降低加热耗电量,高速时又能提高生产效率,并且双螺杆挤出机高速挤出时剪切作用很明显。
(5)测试条件
GB/T8814-2004中对低温冲击试验有严格的规定,如型材长度、落锤质量、锤头半径、试样冷冻条件、测试环境等,为了使试验结果准确,要严格遵守上述规定。
其中:“落锤冲击在试样中心位置上”应理解为“使落锤冲击在试样的型腔中心位置”,这样的检测结果更有现实意义。
改善低温冲击性能的措施如下:
1严格检查用料质量,密切注意口模出料和真空口的物料状态,口模出料处应颜色一致,有一定光泽度,出料均匀,用手捏时要有较好的弹性,主机真空口物料呈“豆腐渣”状态,初步塑化时不能发光,主机电流、机头压力等参数应平稳。
2.规范工艺控制,保证塑化效果。温度控制应为“盆”式工艺,从挤出机一区到机头的加热温度变化应为“盆”型,机筒三、四区温度稍低,使物料由“外热内冷”逐步变为“内外平衡”,保证物料受热均匀。在配方不变的情况下,挤出工艺不要有大的变化。
焊角强度
焊角强度是PVC型材焊接後焊角承受外力的能力,与PVC型材本身及焊接工艺都有关。优质的型材如果焊接不好,焊角强度也会不合格。
(1)焊接准备
下料前应将PVC型材在与加工环境相同的温度下放置16h以上,这样可防止低温的PVC型材在焊接受热条件下产生应力,导致PVC型材开裂。
(2)切割要求
要保证下料角度为90°及其对称性。下料後,断面要干净。
(3)焊接工艺
焊接温度的设定要合理,一般为240℃-270℃。加热时间的选取要与加热温度协调统一,保温时间的选取也很重要。
为保证焊角强度,不可为提高工作效率而缩短冷却时间。同样80扇,在焊接压力、焊接量、焊接温度不变的情况下,冬季加热时间从20s变为15s,保压时间从30s变为15s,焊角强度下降了近400N。其原因是保压时间短造成焊角没有完全冷却固化,焊缝处受急冷造成焊角强度下降。
(4)其他
焊接过程中,焊布上如有污物要及时清除,及时更换焊布破损或烧焦的地方。机械清理沟槽不宜太深,以防降低焊角强度





