
【产品简介】
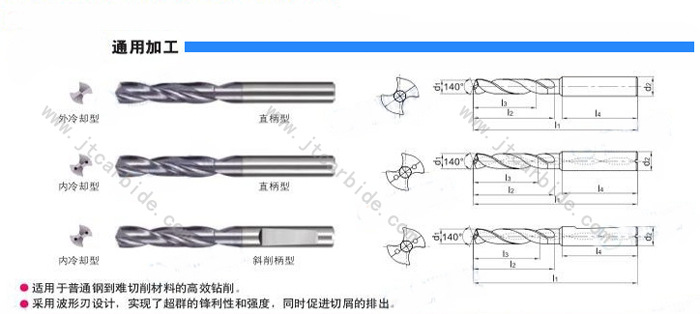
优化的槽型结构及波形切削刃设计,能实现超群的锋利性和强度,
排屑更流畅;采用140°顶角设计降低了钻孔初始阶段的进给力,
提供了极好的自定心能力,保证了孔的加工质量。
【应用范围】
能实现对P类(钢)、M类(不锈钢)、K类(铸铁)、
S类(耐热合金)等多种材料的高效加工。
铣刀形状有很多种,普通铣床和数控铣床加工槽与直线轮廓、铣镗加工中心上加工型腔、型芯、曲面外形/轮廓用。
铣刀大体上分为:
1.平头铣刀,进行精铣或粗铣,铣凹槽,去除大量毛坯,小面积水平平面或者轮廓精铣;
2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角。
3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。
4.成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R刀。
5.倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
6.T型刀,可铣T型槽;
7.齿型刀,铣出各种齿型,比如齿轮。
8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工.
铣刀常见有两种材料:高速钢,硬质合金。后者相对前者硬度高,切削力强,可提高转速和进给率,提高生产率,让刀不明显,并加工不锈钢/钛合金等难加工材料,但是成本更高,而且在切削力快速交变的情况下容易断刀。




