一、外绕工艺
外绕丝:以螺旋形式缠绕在钢帘线的一根单丝
外绕:在已经捻制的股外面均匀、紧密的呈螺旋状缠绕一根单丝,以增加帘线的强度,防止端部松散,同时增加股丝表面的粗糙度,使其在下一道工序上绝缘层后不易滑动。
工艺流程:放线—外绕—矫直—牵引—收线,有些厂家在牵引前端还增加了扭转矫正环节,但由于其控制难度大,很难达到预期效果。
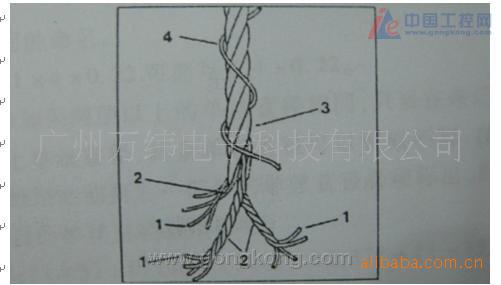 如上图 4线为外绕丝
如上图 4线为外绕丝
二、采用MD320变频器控制方案
如下图示意图所示系统由四台电机驱动,其中外绕与牵引为同一电机驱动采用机械连接实现,两传动的速比不同,保持一定的比例关系。可分为五个环节:放卷、外绕、扭转矫正、牵引、收卷。
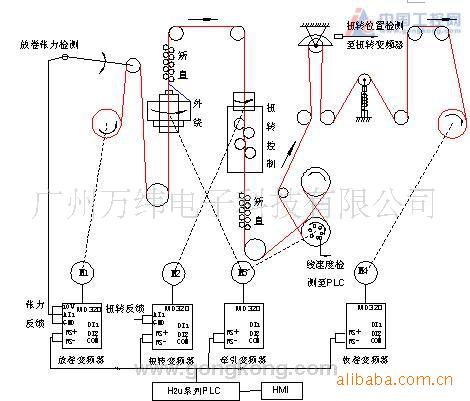
1)牵引与外绕控制
牵引变频器控制整机的线速度,同时通过机械来带动外绕机,这样确保了外绕螺距与线速度比恒定,及同步比例有机械的速比实现,外饶的螺距是不变的,所以机械速比设计好后就无须更改。变频器只做简单调速,频率由PLC通讯给定。
2)放卷控制
放卷由PLC根据牵引变频器的运行频率和速比计算后通讯写入主速度X(也可通过牵引的AO1输出给放卷变频器AI2),再根据摆臂的张力反馈经变频器内部 PID计算后得到输 出量Y,放卷的运行频率F=F1+F2=X+Y,控制放卷张力恒定。由于卷经比不大所以无须做卷径计算即可满足控制要求。



