¢20-¢75mm SJ65X33 PP-R管材生产线
主要配置及报价
张家港市联顺机械有限公司
联 系 人:徐先生 手 机:13773266849
工作QQ:467223729
邮 箱:xerxes91@163.com
一、 技术要求:
(一)、制品规格表:
1、 制品用途:给水管
2、 推荐使用制品原料:LG或燕山石化产的PP-R原料:
3、 制品颜色:白色或灰色
4、 色标线:2-6条(任意)
5、 制品规格及压力等级:常规供应三个压力等级
|
序号 |
外径mm |
1.0MPa |
1.25MPa |
1.6MPa |
备注 |
|
1 |
20 |
|
|
|
|
|
2 |
25 |
|
|
|
|
|
3 |
32 |
|
|
|
|
|
4 |
40 |
|
|
|
|
|
5 |
50 |
|
|
|
|
|
6 |
63 |
|
|
|
|
|
7 |
75 |
|
|
|
|
6、 环境条件:
地点:室内
电源供应:无危险区域
湿度:≦95%
温度:0-35ºC
7、 工作条件:
电源:三相380V, 50HZ
总功率: KW
冷却水:≦20 ºC ,≧0.3MPa , ~0.5T/h
压缩空气:0.3m3/min , >0.5Mpa
生产线总长: m
1、主要技术性能:
(1)、物料:PP-R粒料
(2)、产量:
|
挤出机 |
物 料 |
产 量 |
备 注 |
|
SJ65X33 |
PP-R |
80-120kg/h |
|
|
SJ25X25 |
PP-R |
6-8kg/h |
|
挤出量根据加工物料和操作条件的不同可能有相应变化。
(3)、生产线速度:0.5-8m/min (根据制品规格、壁厚及操作不同而相应变化)。
(4)、生产线中心高:1000mm。
(5)、作方向:从右向左。
(6)、设备顏色:联顺公司标准顏色。
(7)、我司保留对生产线技术改进的权利,以上规格参数如有变更,恕不另行通知。
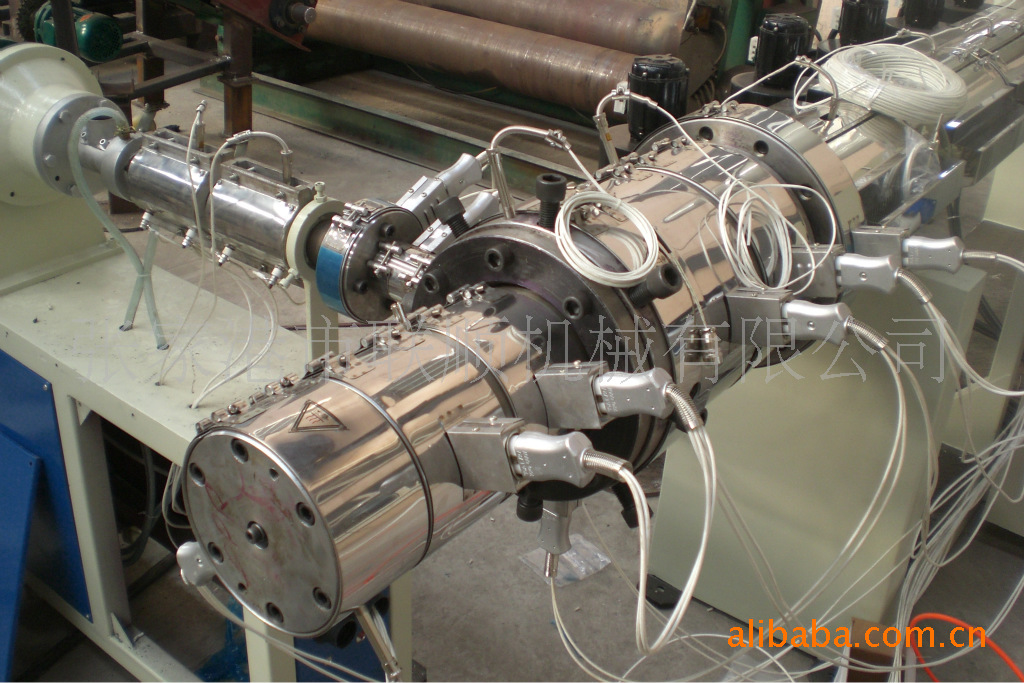
一、 机器简介:
SJ-65x33PP-R塑料挤出管材机组,由SJ-65x33单螺杆塑料挤出机和SJ-25×25标示线专用挤出机与相应的管材机头、冷却定型模具、真空定径冷却水箱、喷淋冷却水箱、牵引机、切割机、翻管机 、计长装置等组成。机组结构紧凑,性能优越,螺杆、螺筒经优化设计,并采用高性能合金钢38CrMoAlA专业加工,使整机具有塑化均匀,挤出量稳定,产量高,寿命长等优点。主机螺筒采用铸铝加热器加温,风冷却,精密电控仪表控制温度,驱动电机为变频调速。硬齿面减速机可连续长时间运转无故障。全机组一体化设计,主、辅机同步运转,具有高效率、高性能、高稳定性等特点, 是生产PE及其他各类聚烯氢管材的理想设备。
二、 设备组成:
|
序号 |
设备名称 |
规格 |
数量 |
总功率KW |
单机长度m |
单机重量kg |
|
1 |
自动加料机 |
ZJ200 |
1台 |
|
|
|
|
2 |
料斗式干燥机 |
STG-U160 |
1台 |
|
|
|
|
3 |
单螺杆挤出机 |
SJ65/33 |
1台 |
|
|
|
|
4 |
单螺杆挤出机 |
SJ25/25 |
1台 |
|
|
|
|
5 |
PP-R管模具 |
20-75 |
1套 |
|
|
|
|
6 |
真空定径箱 |
ZK-75 |
1台 |
|
|
|
|
7 |
喷淋水箱 |
PL-75 |
1台 |
|
|
|
|
8 |
二爪牵引机 |
QY-75 |
1台 |
|
|
|
|
9 |
无屑切割机 |
QG-75 |
1台 |
|
|
|
|
10 |
翻料架 |
FL-75 |
1台 |
|
|
|
PP-R管材生产线
一、PPR管材介绍
PPR是三丙聚乙烯的简称,又叫无规共聚聚丙烯管,采用热熔接的方式,有专用的焊接和切割工具,有较高的可塑性。价格也很经济。保温性能也很好,管壁也很光滑,,不包括内外丝的接头。一般用于内嵌墙壁,或者深井预埋管中。 PPR管价格适中、性能稳定,耐热保温,耐腐蚀,内壁光滑不结垢、管道系统安全可靠,并不渗透,使用年限可达50年。号称永不结垢、永不生锈、永不渗漏、绿色高级给水材料。 但施工技术要求高,需采用专用工具及专业人士进行施工,方能确保系统安全。
二、PPR管材用途和特点:
PP-R饮用水管系统是当今世界发达国家普遍采用的新型产品,它在冷热水输送工程中采用同质溶接技术,其综合技术性能和经济指标远远优于其它同类产品,尤其是它卓越的卫生性能,从生产使用到废弃回手全过程都可达到极高的卫生、环保要求.产品具有耐热、耐压、保温节能、使用寿命长及经济等优点。
三、PPR管材生产流程
原料+色母料→混合→真空上料→原料干燥→单螺杆挤出机→色线挤出机→螺旋式模具→定径套→喷淋真空定型箱→喷淋冷却水箱→喷码机→履带牵引机→成品检测包装
四、PPR管材生产过程中疑难杂症如何解决
1.管子表面有焦迹 可能原因是机身或机头温度过高;机头和过滤器没清洗干净;粒料中有杂质;原料热稳定性差或热稳定剂量过少;控制温度仪表失灵。
2.管材表面有黑色条纹 可能原因机头温度过高,过滤器没清洗干净。
3.管材表面无光泽 可能是口模温度过低或过高。
4.管材表面有皱纹 可能是口模四周温度不均匀;冷却水太热;牵引太慢。
5.管材内壁毛糙 可能是芯棒温度偏低;机身温度过低;螺杆温度过高。
6.管材内壁有裂纹 可能是料有杂质;芯棒温度过低;机身温度低;牵引速度过快。
7.管内壁有凹凸不平 可能螺杆温度过高;螺杆转速太快。
8.管内壁有气泡 可能料受潮了。
9.管壁厚度不均 可能口模,芯模没有对正;机头温度不均匀;牵引不稳定;压缩空气不稳定。
10.管材弯曲 可能管材壁厚不均;机头四周温度不均匀;机头冷却槽,牵引切割中心没有对正;冷却槽两端孔不同心。
11.制品发脆 可能机身塑化程度不够;螺杆转速太快;机头温度太低;树脂粘度过高。
12.管材纵向或横向收缩大 可能定径套与口模内径的径向差大(横向);牵引速度偏高(纵向)。
13.突然出料慢 可能螺杆加料段温度高;机身进水;机头溶体压力小。
|
号 |
螺杆直径(mm) |
长径比 |
生产范围(mm) |
生产能力(kg/h) |
主电机功率(kw) |
总功率(kw) |
生产线长度(m) |
|
PPR-63 |
65mm |
33:1 |
20-63 |
70-120 |
37 |
70 |
24 |
|
PPR-110 |
75mm |
33:1 |
20-110 |
100-160 |
55 |
90 |
30 |
|
PPR-160 |
90mm |
33:1 |
50-160 |
150-200 |
75 |
120 |
32 |
塑料机械专业咨询电话: 13862260220 黄先生 QQ:114621707