一步法注吹灯罩的特点:
1.超半圆,大角度发光;
2.采用进口光扩散PC,透光率达到90%,光源隐蔽性佳,有效调整扩散率和透光率,在满足看不到灯珠的前提下透光率达到最大;
3.具有高透光、高扩散、无眩光、无光影,实现将点光源发光转成球面发光;
4.具有高阻燃性,针对不同的市场选择V0/V2防火等级的材料;
5.PC不碎的特性,使灯罩具有高抗冲击强度;
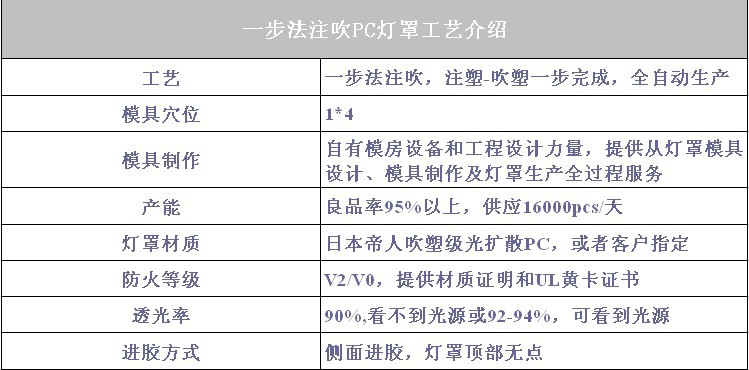
一步法注吹PC灯罩产品和工艺介绍
吹塑灯罩的一步法与二步法的工艺区别
1.成型方式:一步法注吹,模具由三件相同的循环工作的上模,注塑模和吹塑模二件下模,共五件模具组成,配一套热流道。生产时先注塑,后吹塑,灯罩成型过程一步完成;二步法吹塑为传统的吹塑工艺,模具由注塑模和吹塑模二套模具组成,生产时,先注塑灯罩的胚胎,等胚胎冷却后,人手放置加温炉重新加热,再人手放置吹塑模里吹气完成。
2.产能和损耗:一步法注吹,整个生产过程全自动,一台机器一出二,每天产能6-8K,一出四,每天产能12K以上,生产效率高,损耗低于5%;二步法吹塑,整个过程需要人手操作,效率低下,每天的产能3K左右,且因人手操作,工艺不稳定,损耗率高于30%。
3.后加工:一步法注吹基本不涉及后加工,如有涉及后加工,我们会建议客户修改图纸,以求量产时最快、最低成本;而二步法吹塑,灯罩口径为满足吹塑而加长的部份需要切割等等,基本都涉及后加工,从而增加了损耗、时间成本和人力成本。
4.品质:一步法注吹,注塑-吹塑一步完成,品质稳定,灯罩表面镜面光滑,灯罩口径位置的尺寸和灯罩壁厚都可以控制在公差范围内;二步法吹塑在生产过程中,注塑生产时,胚胎在外容易受潮和受空气尘埃污染,导致灯罩生产出来表面不够光亮,很多麻点;在加温炉重新加温时,温度很难把握,容易加温不均,导致灯罩壁厚不均。
5.装配设计:一步法注吹工艺,灯罩口径处是注塑而成,尺寸稳定,在设计上,可撇弃传统的粘胶方式,灯罩口径处设计卡扣,直接卡进灯杯,而这种省时省力的装配方式也为越来越多客户选择;而二步法吹塑工艺,由于受热不均及后加工切割导致灯罩口径变形,装配时可能会无法与灯杯吻合,对尺寸要求精确的灯罩卡扣的设计就更无法实现了。
由此可见,对于新兴的LED球泡灯灯罩,从质量、产量、产品单价等各方面综合考虑,一步法注吹工艺是不二的选择。






