产 品 展 示
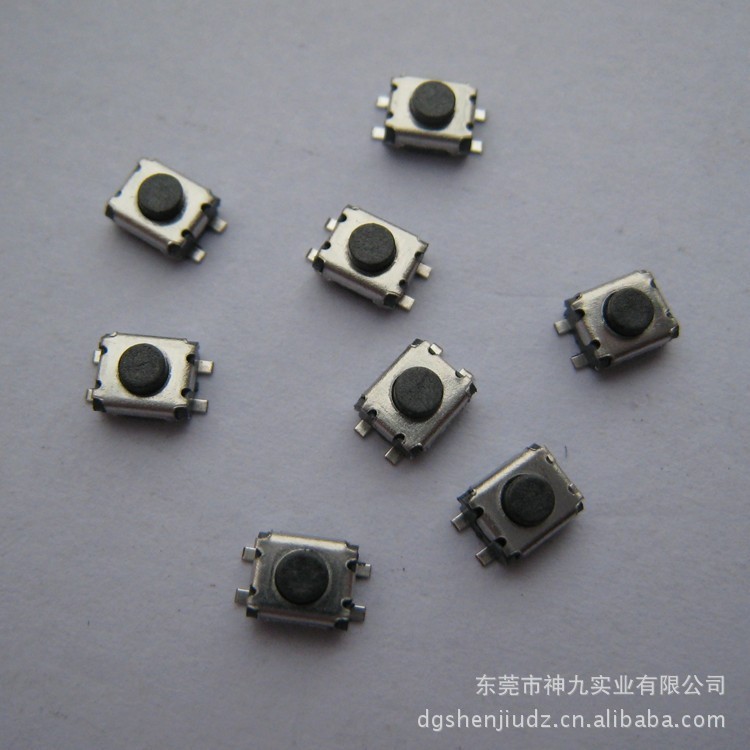

轻触开关 3*3.5*2H 包装方式有袋装与编带,环保,耐高温,贴片4脚。力度有100gf 250gf 320gf,可按客户要求订做!





公 司 介 绍
东莞市神九实业有限公司成立于 1996 年,是专业生产“SJ”品牌的高质量电子电器开关的直接生产厂家,公司發展到現在,已經擁有 2000 多款產品,开关产品有:轻触开关、拨动开关、直键开关、叶片开关、摇摆式开关、微型开关;插座有:交流电插座、直流电插座、耳机插座等系列产品的设计、生产和销售服务于一体的企业。
本厂是主要原材料大部份进口日本、韩国等国家,全部进购材料均符合欧盟 RoHS 环保标准,拥有完全具独立高速冲压和注塑生产零部件的人员、设备和技术能力,为产品组装和质量控制提供了实力的保证。厂房位于中国东莞市,面积达8000多平方米,办公室应用及生产设备一应俱全,现时雇用三百多名生产员工。每月产量能达近千万粒开关及插座。我们具有多年的专业制造经验,产品广泛应用于家用电器,电子玩具、小型电动工具、仪器仪表检测设备、电器照明设施及计算机网络、娱乐产品卡拉OK、VCD、CD 、 DVD 机、功放、蓝牙、 MP3 、 MP4、复读机、应急灯、电视机、按摩器、电吹风、计算机等影音设备。对于新产品的研究及开发,我们更不遗余力。不断发展新产品,以配合最新的电子产品市场需求趋势。
神九实业轻触开关正确使用方法【关于印刷基板】【关于焊接】
【关于印刷基板】
●印刷基板应以t=1.6mm的单面基板作为标准进行使用。
●使用不同厚度的基板,以及双面穿孔的基板时,可能会影响到开关的配合间隙、基板插入性、焊点耐热性、这些根据穿孔以及基板设计都会有所不同,因此建议实现进行确认试验。
●在印刷基板上安装开关后进行基板分割作业时,可能会有飞散的基板粉进入开关内部,请充分注意。特别是在由于周围环境或工作台上,容器、基板重叠防止而造成基板分割粉或异物附着于开关的情况下,很可能会造成接触不良。
【关于焊接】
1、焊接共通注意事项
●多层积层基板等应事先进行确认试验。根据基板种类、基板设计和接地的不同可能会发生发热变形的情况。
●包括手工修正焊接在内的再焊接,焊接的次数应在2次以下。这时,第一次和第二次作业之间应相隔5分钟以内。待其返回常温后再进行。如持续加热将导致外部轮廓变形、性能受损。
2、自动焊接槽(波峰焊接槽)的场合(B3F、B3W、B3WN、B3J)
●焊接温度:260℃以下
●焊接时间:5秒以内(单面基板t=1.6mm)
●预热温度:100℃以下(环境温度)
●预热时间:60秒内
●请注意不要让发泡焊剂接触开关安装侧的印刷基板上面,若基板上有发泡焊剂的话可能进入到开关而引起导通不良。
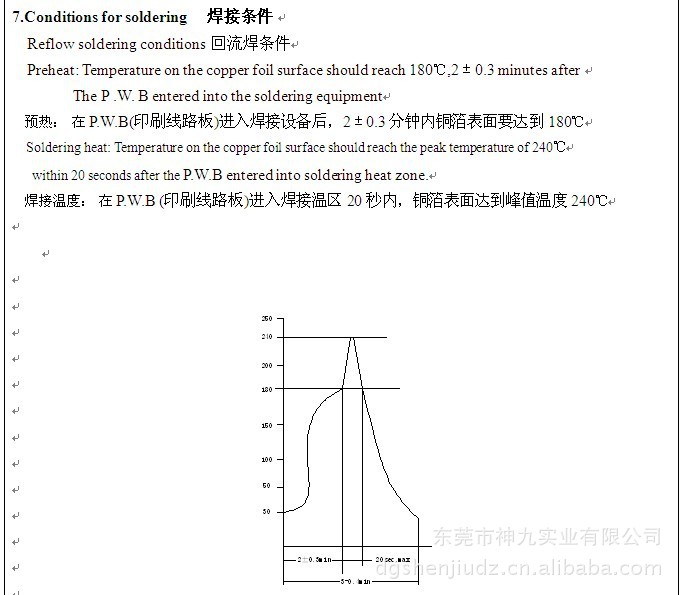
3、回流炉(表面实装)的场合
焊接时请在下图的端子部温度曲线范围进行。
●根据回流焊接装置,有时会出现峰值较高的情况,请务必实现进行确认试验。
●表面实装规格的开关在回流焊接槽进行焊接的话,焊接气体、焊剂容易进入,导致按钮开关动作障碍,因此应该避免。
4、手工焊接的场合(全部系列)
焊接温度:烙铁尖端温度350℃以下
焊接时间:3秒以内(单面基板t=1.6mm)
请在焊接作业人员面前确认开关没有从基板上翘起






