一、机型介绍:
本公司激光焊接系统是采用采用脉冲氙灯泵浦Nd:YAG激光晶体输出1064nm红外激光,采用任意波形实时控制激光功率负反馈技术,保证了激光功率及其波形在工作状态中具有良好的稳定性和重复性,产品激光功率从25W到500W覆盖了小、中、大功率系统,基本上满足各行业精密焊接的需求。主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,具有深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,光纤传输易实现自动化。在电池行业、IT行业、电子器件、光通讯行业、传感器行业、五金行业、汽车配件行业、模具修补行业、首饰焊接行业、眼镜行业、烤瓷牙、太阳能行业、电热行业获得广泛的应用。
二、机型特点:
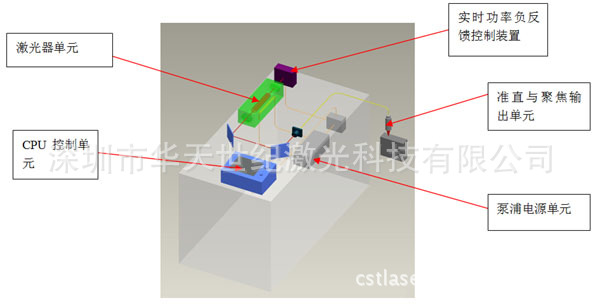
能量负反馈激光焊接机的工作原理是在激光器的输出端增加一个能量检测装置,用来检测出激光能量的大小,并将该信号实时的反馈到控制端,与理论设定的能量进行比较,形成一个闭环控制系统,达到准确控制激光能量输出的目的。如下:
能量负反馈技术可以使激光输出的能量具有良好的重复性,简单来说,就是可以保证每次输出的激光能量稳定,这可以有效减少产品的不良率。

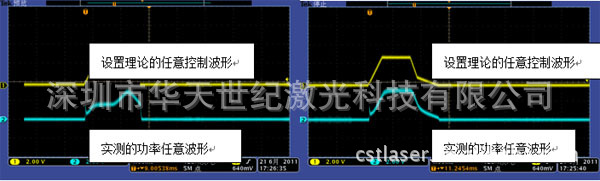
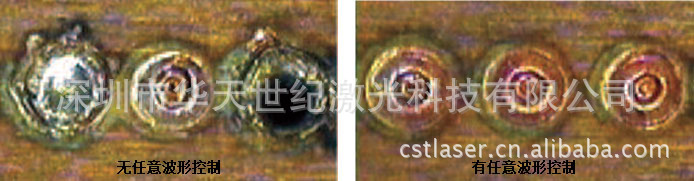
输出波形可根据焊接材料、形状等任意设定
在具体工件的焊接过程当中,依据工作的外形和材料,改变激光能量的输出波形,可以极大的改善焊接质量,甚至有些传统的激光焊接难题也可以通过改变激光的输出波形得到解决。
激光可实现多光纤同时输出
与传统的硬光路输出系统相比,可以增加加工的自由度,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。
通过能量分光或时间分光,可实现同时焊接或分时焊接。
丰富I/O接口,用户可方便的控制焊接机。
关键元器件均采用国外进口件,保证产品的质量。
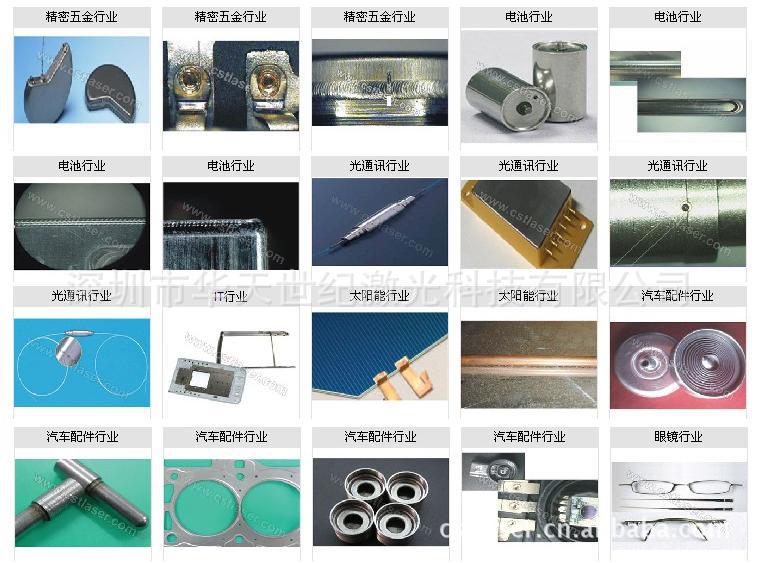
三、适用材料及行业:
主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,具有深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,光纤传输易实现自动化。在电池行业、IT行业、电子器件、光通讯行业、传感器行业、五金行业、汽车配件行业、模具修补行业、首饰焊接行业、眼镜行业、烤瓷牙、太阳能行业、电热行业获得广泛的应用。
四、系统参数:
设备型号 | HT-WF25 | HT-WF50 | HT-WF100 | HT-WF150 | HT-WF300 | HT-WF500 |
激光波长 | 1064nm |
输出功率 | 25W | 50W | 100W | 150W | 300W | 500W |
最大脉冲能量 | 25J | 50J | 70J | 75J | 100J | 100J |
最大峰值功率 | 5KW | 5KW | 6KW | 6KW | 9.9KW | 9.9KW |
脉冲宽度 | 0.5-20.0ms |
脉冲重复频率 | 1-30Hz | 1-100Hz |
单位时间连续脉冲宽度(1秒) | 10ms/s | 100ms/s |
分光方式 | 能量分光或时间分光 |
闭环反馈控制方式 | 任意波形实时控制功率负反馈 |
能量波动性 | <±3% |
能量分光不均匀性 | <±3% |
配套系统 | 可根据产品加工需求,选用以下配套工作台系统
-振镜式焊接工作平台
-二轴焊接工作台
-机械手焊接工作台
-光通信专用工作台 |
光纤输出数量 | 最大4路光纤输出 |
光纤型号 | 日本三菱GI/SI |
瞄准定位方式 | 激光二极管红光指示(CCD选配) |
冷却方式 | 封闭式自循环水冷 | 外置冷水机 |
设备功耗 | 1.5KW | 2.5KW | 4KW | 6KW | 12KW | 20KW |
电力要求 | AC220V±15%
50/60 Hz | AC380V±15% 50/60 Hz |
五、焊接样品: