
选择好的设备,选择可靠的五金喷油烤漆设备就在深圳翔隆达科技有限公司,欢迎各级领导来我公司实地考察!


深圳翔隆达公司专业的机械设备生产厂家-行业领先-品质保证-售后值得信赖
工艺概述:采用静电喷涂作业。
工艺特点:提高涂料利用率,减轻人工强度,改善卫生环境,节省能源。
配置要求:喷涂室体,高压静电发生器,静电喷枪装置,供料装置。工件输送回转装置和安全装置。
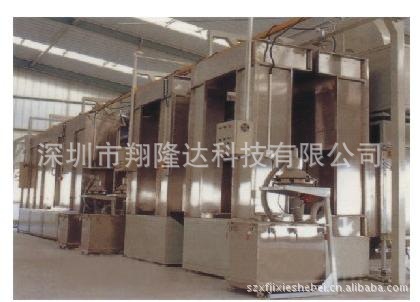
全自动喷涂线全自动涂装设备全自动喷油线全自动喷粉线全自动塑胶五金涂装喷涂线
一、涂装线是指:经过下面一系列的操作过程进行生产的生产线
二、具体操作过程如下:
1、投入产品:把被涂物放到插件上开始工作
2、静电除尘:把注塑时带来的油质,灰尘除掉
3、预热:为了更好的上色给被涂物一点温度
4、底漆喷涂:把塑料本身的颜色覆盖,为生产要求颜色先底色喷涂
5、烘干:通过隧道里的IR区的温度,进行半干状态,为下一道喷涂作准备
6、表面喷涂:喷要求上色的颜色
7、溜平干燥:通过隧道进行溜平,烘干
8、UV喷涂固化:和UV涂料搭配利用UV365nm光线中涂料要求的照色量(800~1200mj)进行瞬间固化
9、出货并检查包装
编辑本段涂装线工艺流程管理
涂装线工艺流程分为:前处理、喷粉涂装、加热固化。管理这一流程,需要注意以下几点:
(1)涂装线前处理工段的生产管理
前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前必须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。
在涂装生产线前处理工段或车间,第一要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,必须配置抽气排气、排液和三废处理装置。
前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。
(2)喷粉涂装的组织生产
对于小批量工件,一般采取手动喷粉装置,而对于大批量工件,一般采用手动或自动喷粉装置。无论是手动喷粉或自动喷粉,把住质量关是非常重要的。要确保被喷工件着粉均匀、厚度一致,防止薄喷、漏喷、擦落等缺陷。
在涂装生产线这一工序,还应注意工件之挂钩部分,在进入固化之前,应尽可能将附着其上的粉末吹掉,防止挂钩上之多余粉末固化,有的对固化前去掉余粉确有困难时,应及时剥离挂钩上已固化之粉膜,从而确保挂钩导电良好,以利下批工件易于着粉。
(3)涂装线固化工序生产管理
这一工序应注意的事项有:喷好的工件,如果是小批量单件生产,进固化炉前注意防止碰落粉末,如有擦粉现象,应及时补喷粉末。烘烤时严格工艺及温度、时间控制,切实注意防止色差、过烘或时间过短造成固化不足。
对于大批量自动输送的工件,在进烘道前同样要仔细检查是否漏喷、喷薄或局部擦粉现象,如发现不合格件,应把好关防止进入烘道,尽可能取下重喷。如个别工件因薄喷不合格,在固化出烘道后可以重喷再次固化。
全自动喷涂线全自动涂装设备全自动喷油线全自动喷粉线全自动塑胶五金涂装喷涂线
本着:“以人为本,以质为先,立足深圳,放远全球,永续经营”的理念,打造出了一支具有丰富的企划、设计经验、高标准制作安装技术的专业化团队,获得了用户的高度认可。
我们专注完美,一定能与您成为良好的合作伙伴!本公司的主要产品有:
1.塑胶件无尘自动、手动喷漆生产线;
2.往复式自动喷漆机系列;
3.五金件静电喷粉、喷漆生产线、电子流水线;
4.净化送新风机组(普通型、加温加湿型、恒温恒湿型);
5.粉尘回收系统(旋风式、滤芯式、布袋式);
6.冰箱、空调、洗衣机组装生产线;
7.电脑、显示器、电视机、LCD TV组装生产线;
8.各式往复、连续式升降机;
9.各式插件生产线等电子生产设备;恒温老化房设备;
10.各式UV固化炉、收缩包装机;
11.各式柜式烤炉、平面输送式烤炉、皮带线、丝印烘干线等;
12.承接各类非标设备工程的设计开发与制造;
欢迎社会各界人士到敝公司参观考察,以加深对敝公司的了解,公司秉承先进技术制造一流设备原则,真诚为国内外客户提供优质服务。
联系人:陈先生
电话:0755-29935937 27128509 27546993
手机:13802287663
全国免费热线:4000890668
传真:0755-29935840
邮编:518106
地址:深圳市光明新区公明镇蒋石村蒋围宝威工业区B栋





