加工项目名称: | 高压灌注,低压灌注rim模具制造 |
公司简介: | 上海润科模型科技有限公司,厂房面积1000平方米。是全球的快速成型(手板)供应商,致力于向客户提供新产品设计阶段的验证、试制及塑胶件小批量生产的解决方案,为客户缩短试制周期及节约开发成本而不断努力。 上海润科模型拥有优秀的样品后处理专业人员及无尘化喷漆房,可对产品进行打磨、喷灰、喷漆、喷砂、丝印、过UV油、金属氧化、拉丝、电镀等全套的表面处理工作,满足了客户对高品质样板的要求。3年不断积累的丰富经验,公司拥有强大的技术支持力量,内部强化推行的6S管理体系,专业技术人员每一天的努力工作,尽力使每一个客户达到满意、使每个订单做到完美。从而分担客户的挑战和压力,为客户提供有竞争力的解决方案。 |
服务范围: | 汽车件、医疗器械、通讯、数码、家电、消费性电子产品、模具等众多领域。 |
主要客户: | 华为、富士康、深圳迈瑞、汕头超声仪器、西门子、爱普生、格力、海尔、东风汽车、吉利汽车、上汽大众等。 |
快速成型服务项目: | 1.SLA激光快速成型加工 2. SLS激光烧结成型加工 3. CNC手板模型加工 4.硅胶复模|真空注型 5. RIM模具制造 6.金属件手板加工(铝合金、锌合金、铜等金属材料) 7.汽车试制件及医疗器械手板加工 8.三坐标精密测量 |
主要加工材料: | ABS,POM,PP, PU,PC,PA66,PMMA,PVC,PVE,铝合金,锌合金,铜,铁等。 |
加工设备: | 美国3DSYSTEM激光快速成型机,日本FANUC牌CNC高速加工中心,进口真空浇注机,关节臂三坐标测量仪等。 |
各位新老客户有快速手板需求请联系我们发3D图档(支持格式为.IGS/ .STP/ .STL/ .PRT/.X-T),告诉我们具体的制作要求,我们将在收到图纸后尽快核算报价回复,欢迎新老客户来司考察合作!(备注:相应手板制作价格按具体图档和加工方式来定,所标价格非制作价格评定标准。) 联系电话:021-38723681 业务联系QQ:1149802955 公司接收图档邮箱为:rkmodel@163.com | |
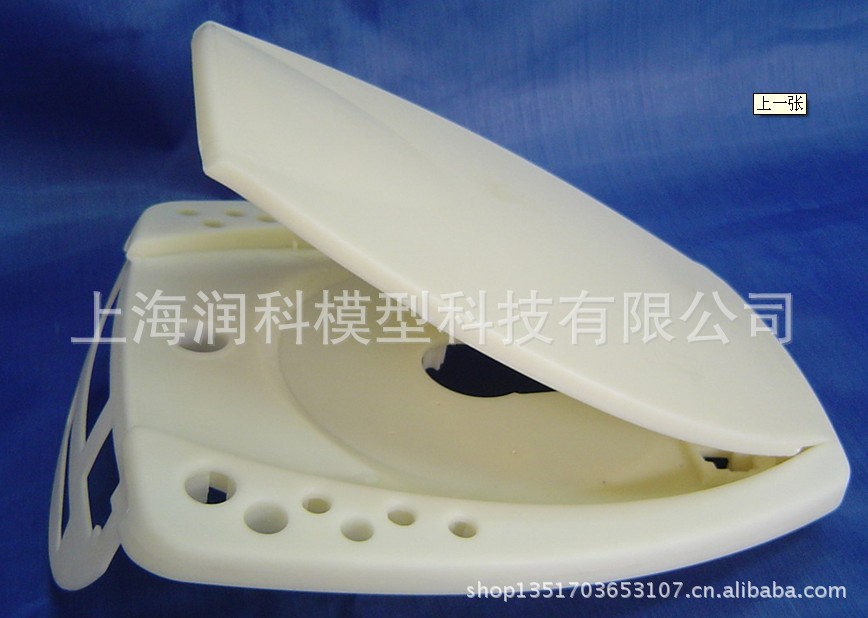
名称:RIM低压灌注成型
介绍:
低压灌注(Reaction Injection Moulding)又 名低压反应注射成型。是应用于快速模制品生产的一项新工艺,它将双组份聚氨酯材料经混合后,在常温、低压环境下注入快速模具内,通过材料的聚合、交联、固 化等化学和物理过程形成制品。具有效率高、生产周期短、过程简单、成本低的优点。适用于产品开发过程中的小批量试制,以及小批量生产的、结构较简单的覆盖 件和大型厚壁及不均匀壁厚制品的生产。


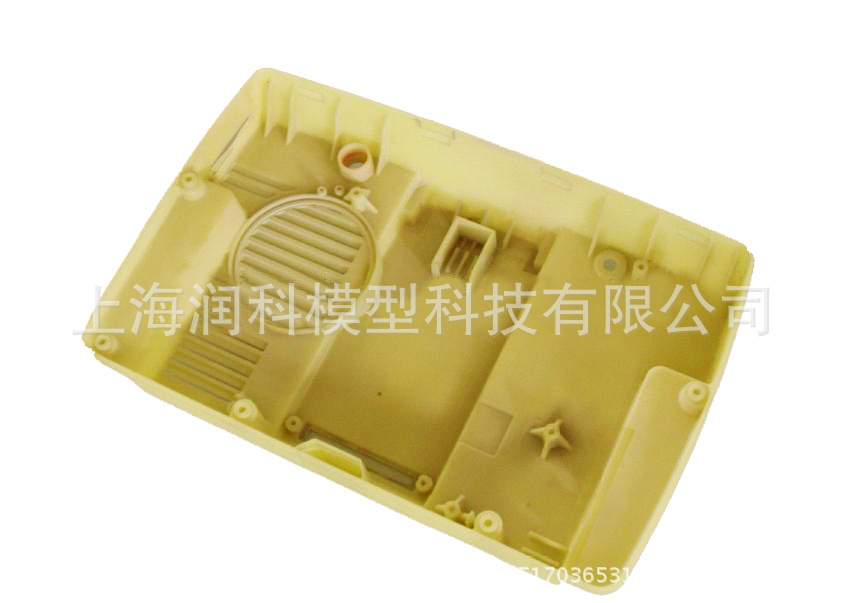
RIM-树脂模具 RIM低压灌注产品
技术参数:
适用模具: ABS模具(100件以上);树脂模具(300件以上);铝合金模具(1000件以上)。
浇注材料:双组份聚氨酯PU。目前所用材料:HD-PU4210,DCP-RIM,AXSON-RIM 875。
物理性能:类似PP/ABS。产品具有耐老化,抗冲击力强,吻合度高,易装卸等特点。
注射压力:10MPa左右。流量控制:600g/s.
一般工作时间:15-30分钟/件,脱模温度可控制在40℃以下,脱模后零件在80℃环境下固化2-4小时性能最佳。
标准复制精度:±0.20mm/100mm。
浇注样件厚度:最佳浇注厚度4~6mm,最大浇注厚度10mm。
最大浇注工件:2000mmX1200mmX1000mm,10KG。



RIM-铝合金模具 RIM-汽车标徽 RIM-ABS模具
工艺过程:
RIM工艺过程为:单体或预聚物以液体状态经计量泵以一定的配比进入混合头进行混合。混合物注入模具后,在模具内快速反应并交联固化,脱模后即为RIM制品。这一过程可简化为:贮存→计量→混合→充模→固化→脱模→后处理。
(1)贮存。RIM工艺所用的两组分原液通常在 一定温度下分别贮存在2个贮存器中,贮存器一般为压力容器。在不成型时,原液通常在0.2~0.3 MPa的低压下,在贮存器、换热器和混合头中不停地循 环。对聚氨酯而言,原液温度一般为20~40℃,温度控制精度为±1℃。
(2)计量。两组分原液的计量一般由液压系统来 完成,液压系统由泵、阀及辅件(控制液体物料的管路系统与控制分配缸工作的油路系统)所组成。注射时还需经过高低压转换装置将压力转换为注射所需的压力。 原液用液压定量泵进行计量输出,要求计量精度至少为±1.5% ,最好控制在±1%。
(3)混合。在RIM制品成型中,产品质量的好坏很大程度上取决于混合头的混合质量,生产能力则完全取决于混合头的混合质量。一般采用的压力为10MPa左右,以获得较佳的混合效果。
(4)充模。反应注射物料充模的特点是料流的速度很高。为此,要求原液的粘度不能过高,例如,聚氨酯混合料充模时的粘度为0.1Pa.s左右。流量控制:600g/s。
(5)固化。聚氨酯双组分混合料在注入模腔后具 有很高的反应性,可在很短的时间内完成固化定型。但由于塑料的导热性差,大量的反应热不能及时散发,故而使成型物内部温度远高于表层温度,致使成型物的固 化从内向外进行。为防止型腔内的温度过高(不能高于树脂的热分解温度),应该充分发挥模具的换热功能来散发热量。
反应注射模内的固化时间,主要由成型物料的配方和制品尺寸决定。另外,反应注射制品从模内脱出后还需要进行二次热固化。
联系人: 范登科
联系电话:021-38723681
手机:135-2466-6977
邮箱:rkmodel@163.com