压铸机按照成型工艺条件设定每个动作顺序及各自流量和压力,工作时通过压铸机电脑系统控制液压阀的动作,并同时输出该液压执行机构(油缸、液压马达等)的流量和压力信号,压铸机伺服驱动系统接收到流量和压力信号后,通过控制电机的转速与转矩向系统提供精确的压力与流量。油泵的输出流量正比于电机的转速。油路内的压力正比于电机的输出扭矩。采用伺服系统的压铸机,系统压力、流量双闭环,液压系统按照实际需要的流量和压力来供油,克服了普通定量泵系统高压溢流产生的高能耗。
目前主要的节能技术为变频节能技术,但变频节能技术仍有它的明显缺陷。第一,变频器控制精度很低,直接输出会导致压力与流量精度无法满足机器要求,因此每次输出必须通过PQ阀溢流控制系统的压力与流量,也就不可避免地造成了能量的浪费。第二,电机依然为普通三相异步电动机,其效率、功率因素都比现在的永磁同步伺服电机低,尤其是在清载时,二者的差异更为明显。一般的统计表明,在注塑机的平均工况下,新的电机(含驱动器)总效率比异步电机高10%左右。第三,对于普通异步电机,其启动、过载动作一般需要5-7倍的电流才能输出2倍的额定转矩,而伺服电机即使在额定转速下输出2倍的额定转矩,也只需要2倍供电电流。第四,由于变频控制时电机响应速度限制,使得设备的生产效率有所降低。第五,变频器控制电机低速运行时输出力矩不足,因而不能稳定工作在更低的转速下,使得节能效果大受影响。星之瑞伺服节能系统在压铸机节能改造领域享有较高声誉,经过星之瑞伺服系统改造后的压铸机相对普通压铸机有如下特点:
1、其高节能特点相对于普通压铸机电机节能高达50—91.7%;
2、其高转速、高响应速度使压铸机效率最高提升25%;
3、稳定压力控制精度、高速重载控制精度(服系统调节能力强,运动控制重复精度高,压力、转速闭环控制模式使系统压力、流量非常稳定,压力波动量低于±0.2bar,高速重载转速波动1转/分以内,提高了塑料产品的成型质量;稳态压力控制精度±0.5bar,0-175bar压力升压时间40ms);
4、重复精度高、省料、外形精度高(伺服系统采用闭环转速控制,射台运动位置重复精度高,生产出的产品精度高,一致性好;克服了普通异步电机定量泵系统由于电网电压、频率等变化会带来转速变化,进而引起流量变化,使注塑产品成品率降低的缺点);
重复精度高、省料、外形精度高
伺服系统采用闭环转速控制,射台运动位置重复精度高,生产出的产品精度高,一致性好;克服了普通异步电机定量泵系统由于电网电压、频率等变化会带来转速变化,进而引起流量变化,使注塑产品成品率降低的缺点;
同时由于注射与锁模精度的提高,制品重量偏移量降低,制品平均重量可降低,制品尺寸精度可提高;制品平均重量的降低,带来原材料的节约;
5、降低液压油温升(没有了溢流损耗,减少了油的温升,一半油温仅上升8度左右,减少了或不再使用冷却水,延长了液压油和密件的使用寿命;减少油温的同时稳定液压油的粘稠度,减少油泵內泻,提高重复精度。);系统噪声比普通机下降,改善了注塑机操作环境。
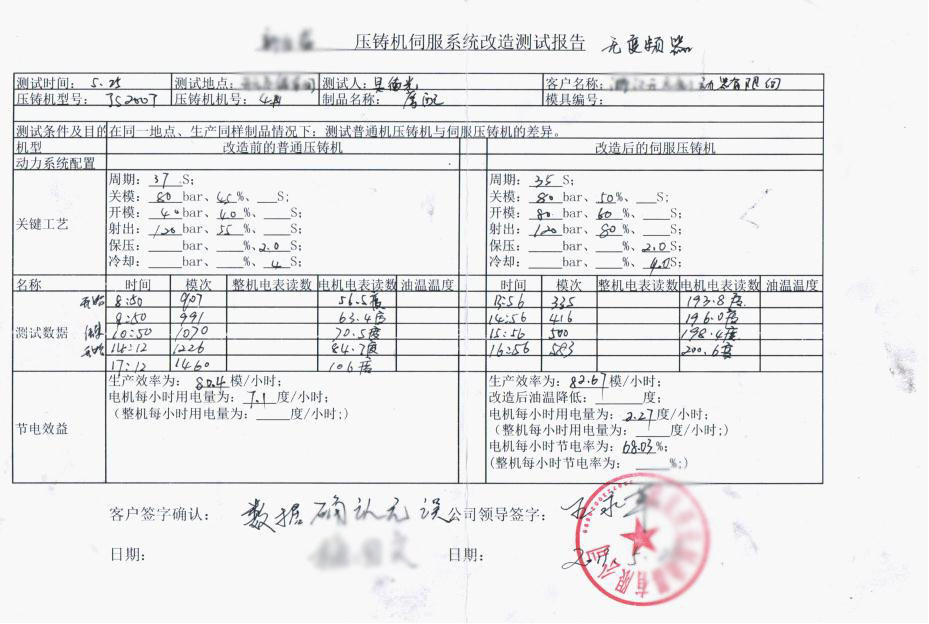
以下为我司为浙江某压铸机公司进行星之瑞伺服节能改造的案例分析报告:
武义XX制动器有限公司
安装电表和改造时间为:5月24日-5月27日整个改造完成并交付使用.
新佳盛200T现状分析:1.1机器配置:
压铸机型号 | 系统压力 | 电机功率 | 产品名称 | 泵排量 | 备注 |
新佳盛200T | 140 | 15kw | 摩托车零部件 | 38A14 | 电机970r/min |
1.2实际用电量:
压铸机型号 |
| 生产效率 | 每模次电机用电量 | 每小时电机用电量 |
新佳盛200T | 镁合金制品 | 80.2模/小时 | 0.08831 | 7.1度 |
每年开机时间按7200小时计算,平均每天运行20小时,电费0.85元/度计算:每天用电量:
7.1度*20小时=142度;
每天电费:142度*0.85元=120.7元
年用电量:
7.1度*7200小时=51120度; 年电费:51120度*0.85元=43450元
2.1压铸机伺服节能改造配置表
| YZ-14-125-QT | 系统最大流量 | 125L/min | |||
序号 | 型号 | 名称 | 单量 | 单位 | 说明 | 厂家 |
1 | SZSF50-01 | 电机支架 | 1 | 个 | 标配 | 桂林星辰 |
2 | 190B15K4-20XNG1 | 伺服电机 | 1 | 个 | 标配 | 桂林星辰 |
3 | NAS4E15KX | 伺服驱动器 | 1 | 个 | 标配 | 桂林星辰 |
4 | QT52-50 | 油泵 | 1 | 个 | 标配 | 日本住友泵 |
5 | ROTEX42-40 | 联轴器 | 1 | 个 | 标配 | 德国KTR |
6 | PTE5000 | 压力传感器 | 1 | 个 | 标配 | 德国BD |
7 |
| 电路转换板 | 1 | 个 | 标配 | 桂林星辰 |
2.2伺服节能改造前后用电量对比表:
压铸机型号 |
| 生产效率 | 每模次电机用电量 | 每小时电机用电量 |
新佳盛200T | 镁合金制品 | 80.2模/小时 | 0.08831 | 7.1度 |
改造前用电量
VS
改造后用电量
压铸机型号 |
| 生产效率 | 每模次电机用电量 | 每小时电机用电量 |
新佳盛200T | 镁合金制品 | 82.67模/小时 | 0.02746度 | 2.27度 |
投资回报的时间按每年开机7200小时计算,平均每天运行20小时,电费0.85元/度
计算:每小时节电量:7.1度-2.27度=4.83度
节电率:2.27度/7.1度*100%=68.03%
每小时生产效率:82.67模-80.2模=2.47模
生产效率提高:2.47模/80.2模*100%=3.1%
年提高生产量:
2.47模/小时*7200小时=28800
模年节电量:
15.1度*7200小时=17784度
年省电费:
4.83度*7200小时*0.85元/度=29559.6元
改造前机器情况:


改后机器情况:


通过电表用电测试:
1: 没有变频器,新佳盛压铸机200T的用电是7.1度,改造后伺服用电2.27度.节电率68.03%
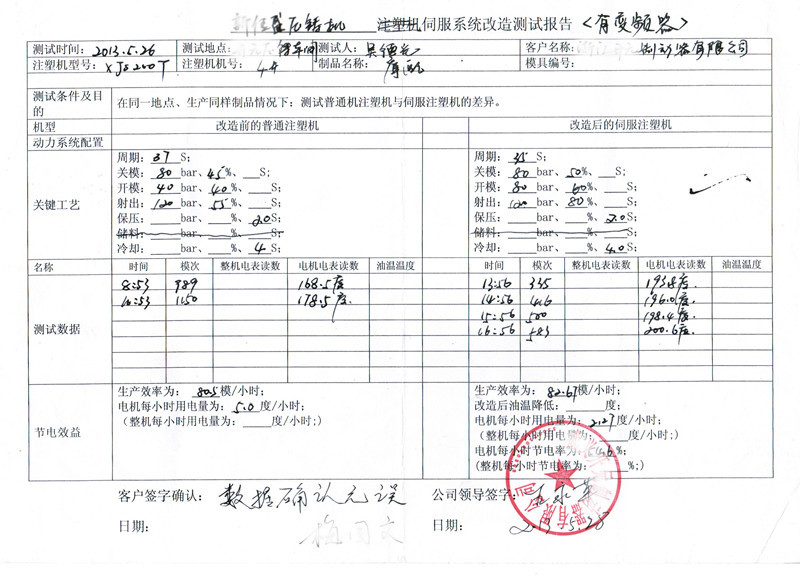
2: 有变频器,新佳盛压铸机200T的用电是5度,改造后伺服用电是2.27度,在变频基础上节电率为54.6%
具体如下表:
如果您正在为高额的采购、安装、维修、改造费用而烦恼,不妨和我们联系,让我们实惠的产品价格、合理设计安装维修改造成本为您创造更高的效益本公司坚守“专业求发展 质量求生存”的基本原则,服务优质快捷,敬业感恩的服务理念,以精湛的技术,竭诚为您服务,真诚期待您的合作与加盟!