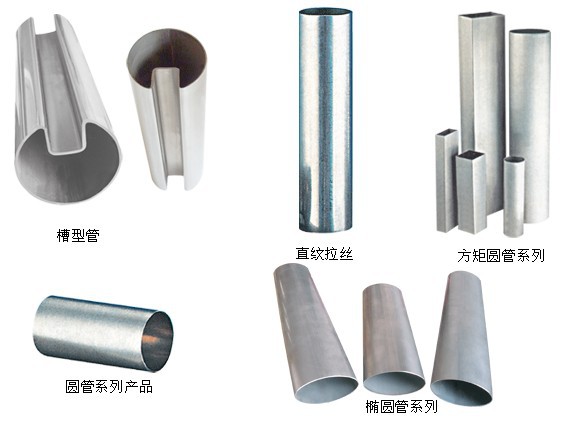


材质:国标及美标 316L,304,321, 规格:外径6mm-140mm 壁厚0.8mm-4mm 标准:国标13296-2007,14976-2002,14975-2002 美标ASTM A269,A213,A312 表面处理:酸洗,180#,240#,320#,400#,617#抛光 包装:编织袋,木箱,铁箱。 电解光是去除氧化皮的方法之一,与化学酸洗相比,用电解除氧化皮的方法有很多显著的优点;金属耗损少,电解过程进行速度较快,可获得较高质量的表面。已知有两种应用直流电解来处理钢件的方法: 1).阴极法,经常用以去除碳素钢表面的氧化皮; 2).阳极法,主要用以除去不钢表面的氧化皮。 电解光─阴极法 阴极法的实质是将浸入酸性电解液中的金属作阴极。接通电流时,在阴极上进行的基本过程是氢离子放电。 虽然氧化膜导电性很差,但其中有相当多的小孔,电流即通过这些小孔导至基体金属表面而使氢离子放电。 原子氢使难溶的高价铁氧化物(Fe2O3或Fe3O4)还原成低价的(FeO)而易溶于酸,而生成的分子氢则渗透至氧化皮下并使它疏松和剥落 电解抛光与机械抛光 电解光─阳极法 阳极法的基本过程是金属的电解溶解,低价氧化物氧化成较高价的氧化物并析出气态氧。 不钢上的氧化膜与基体金属结合得很牢,因而使电解液很难渗透过。 用阳极法电解不钢时,可以用导电性较好的酸溶液或盐的酸化溶液作电解液。 电解液的导电性 溶液的导电性决定于它的浓度。导电性一般随着电解液浓度的增大而提高,因此时传递的离子数目增多了。但是这一增长只延续至一定的溶液浓度,以后即开始出现降低导电性的因素。 降低导电性的因素 由于离子电荷互相作用的阻抑作用而减小了离子运动的速度。 由于浓度增大而提高了溶液的粘度,这也提高了离子运动的阻力;而减小了其速度 。 由于浓度增大而使电解液的解离度减小 。
电话;022---58650929 传真;022---58889767 手机;18722058618 /13820111472 联系人;曹学军 15342050168 许女士