
螺丝攻精度等级:YAMAWA P级 (有加大精度可供选择)
螺 丝 攻 材 质:HSS-E
切刃吃入部牙数:攻9牙(先) 第二攻5牙(中) 第三攻1.5牙(上)
表 面 处 理:-----
适 用 被 削 材:抗拉强度850N/m㎡之碳钢,合金钢,铜,铝,锌等轻合金
适 用 范 围:通孔,不通孔都可加工
切 削 深 度:直径的1.5倍以内最佳
特 点:通用性强,适用范围


日本弥满和制作所( YAMAWA )成立已经超过80多年历史,拥有制造各种切削工具的丰富经验,销售地点遍及欧洲、美洲和东南亚等地,于1996年成功取得( I S O 9 0 0 1 )的国际标准和于2002年成功取得( I S O 1 4 0 0 1 )的环保证,日本弥满和制作所( YAMAWA )无论生产及管理都已经达到国际级水平,为各用户提供更佳的信心保证。
直槽丝攻HT,HT-1:HT高速钢直槽丝攻被广泛使用做一般的螺纹攻牙加工。HT一组包括三支不同切削部长度的丝攻:攻、第二攻与第三攻。HT通常是单支使用,但有时亦成套使用。电镀用加大精度P3及P4丝攻,适合电镀螺丝用。
HT-1锋钢直槽丝攻是以滚压方式制造的机用丝攻,制造范围M1.4~M16,HT-1的牙部比一般手用丝攻短,并经设计增加强度与耐久力以减少集中力。因此HT-1能提高攻牙加工经济效率外,并能切削出6H精度之螺纹。
HT螺丝攻精度等级:YAMAWA P级
螺丝攻材质:HSS-E
切刃吃入部牙数:攻[9牙]/第二攻[5牙]/第三攻[1.5牙]
表面处理:无
适用被削材:抗拉强度850N/mm2以下之碳钢,合金钢,铜,铝,锌等轻合金。
先端丝攻N-PO,HC-PO:主要是用于各种通孔材料之螺纹被削作业。先端丝攻具有于一般之手用丝攻相同的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,藉以旋转推送切屑从孔的下方排出。由于先端丝攻具有此旋转排出切屑之功能,除可保持沟槽的清洁以减少切削时之抗力外,并能避免因切屑堵塞而造成丝攻的损害。因此先端丝攻可采用比一般之手用丝攻更快的速度来切削高精度之螺纹。
HC-PO具有35°之切削槽,适用于各种材料的通孔螺纹加工如中碳钢。
N-PO具有40°之切削槽,适用于具黏性材料如铜,铝,中碳钢。
螺丝攻精度等级:YAMAWA P级
螺丝攻材质:HSS-E
切刃吃入部牙数:5牙
表面处理:N-PO[OX]-酸化处理,N-PO[V]-镀钛处理
适用被削材:抗拉强度750N/mm2以下之中低碳钢,合金钢,铜,铝,镁合金等…
螺旋丝攻N-SP,HC-SP:螺旋丝攻与一般手用丝攻不同的是,普通的手用丝攻之沟槽成直线型,而螺旋丝攻是成螺旋型。螺旋丝攻在攻牙时,以其螺旋槽的上升旋转作用,能轻易地把铁屑排出孔外,以免铁屑残留或堵塞于沟槽内,而造成丝攻折断刃部崩裂,因此能增长丝攻的寿命与切削出最高精度之螺纹。螺旋丝攻适用于切削高韧性之材料,而不适合铸铁等切屑成细碎之材料。
HC-SP具有35°之螺旋槽,最适合具黏性材料与塑胶材质如中碳钢,高碳钢等材料之不通孔螺纹攻牙。
N-SP具有40°之螺旋槽,最适合加工中碳钢。
螺丝攻精度等级:YAMAWA P级
螺丝攻材质:HSS-E
切刃吃入部牙数:2.5牙
表面处理:HC-SP[OX]-酸化处理,N-SP[V]-镀钛处理
适用被削材:[N-SP]抗拉强度750N/mm2以下之中碳钢,铜,铝,镁合金等…[HC-SP-OX]抗拉强度600~900N/mm2之中高碳钢,合金钢,青铜等…
挤压丝攻N-RS,N-RZ,R-V:挤压丝攻是应用塑性成形方式,在下孔内压磨使被削材隆起而形成螺纹。因不会产生切屑,不存在排屑槽,因此也叫无沟(屑)丝攻。此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。挤压丝攻最适合于具有可塑性之材料如铝,红铜,锌,黄铜与低碳钢。本公司之挤压丝攻有两种类型,N-RS(灰白色),N-RZ(黑色)。N-RS,N-RZ是根据ISO标准,其牙部较短,适用于浅孔的攻牙。挤压丝攻的切削部分有四牙与二牙两种。使用挤压丝攻时,需配合其精度要求而选择下孔的尺寸,才能塑压出高精度,高品质的螺纹。YAMAWA备有多种不同精度等级的挤压丝攻以供客户使用。挤压丝攻分有油沟,无油沟两种。无油沟标注“L型”
螺丝攻精度等级:YAMAWA G级
螺丝攻材质:HSS-E
切刃吃入部牙数:2牙/4牙
表面处理:N-RZ-酸化处理(黑色),R-V-镀钛(TIN)处理(金黄色)
适用被削材:N-RS适用于铝,红铜,锌,黄铜,低碳钢等…
N-RZ适用于低碳钢,中碳钢等。
无给油挤压丝攻OL-RZ,HP-RZ:OL-RZ无给油无铁屑挤压丝攻(如用油寿命更长)攻牙时无须使用切削油,可避免攻件钢材受切削油而变质的可能性。亦能除去攻件洗净的过程。OL-RZ是用微粒钢材制成,再加上表面TICN处理,提高更耐热,耐磨及耐用特性。
HP-RZ无给油高性能无铁屑挤压丝攻采用微粒压缩钢材及TICN处理,专为高硬度钢材制成的无铁屑挤压丝攻。一般无铁屑挤压丝攻都只适用于软性钢材,因为螺纹是用塑性成形法而成,对高硬度钢材并不适合。
螺丝攻精度等级:YAMAWA G级
螺丝攻材质:HSS-P
切刃吃入部牙数:OL-RZ-4牙,HP-RZ-2牙/4牙
表面处理:TiCN镀膜
适用被削材:[OL-RZ]抗拉强度500N/mm2以下冷扎钢板,碳钢,铜,铝合金等… [HP-RZ]抗拉强度900N/mm2以下之碳钢,合金钢,不锈钢,调质钢等…
管用丝攻PF-PS,PT,S-PT,NPS,NPSF,NPT,NPTF:英制管用平行丝攻(G=PF)主要是用于机械结合(平行螺纹与平行螺纹的结合)用的螺纹攻牙,而极密性结合(推拔螺纹与推拔螺纹结合,或是推拔公螺纹与平行母螺纹之结合)用管用丝攻有两种,一种是管用推拔丝攻(Rc=PT),另一种是管用平行丝攻(Rp=PS)。管用推拔丝攻依牙部长度与基准径之位置可分为长牙部型(标准型Rc=PT)与短牙部型(S-Rc=S-PT)。
美制管用螺纹的种类很多,一般被用来切削NPSC与NPSM螺纹的是管用平行丝攻(NPS),用来切削NPT螺纹的是管用推拔丝攻(NPT)。另外,干式封闭型(DRY SEAL)管用丝攻用丝攻有管用平行丝攻(NPSF)与管用推拔丝攻(NPTF)两种。
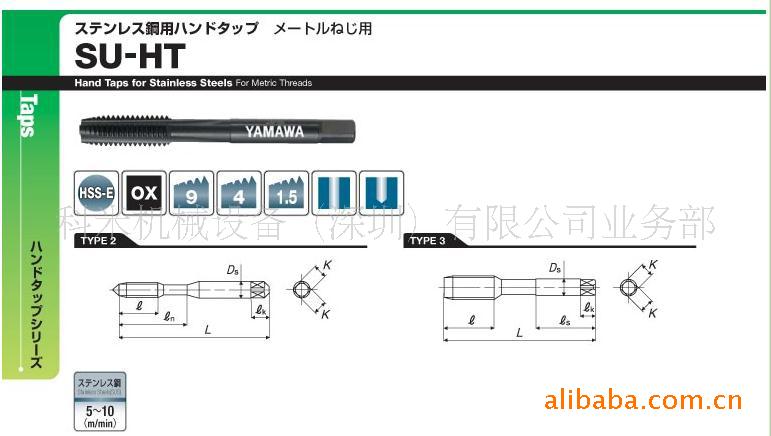
不锈钢专用丝攻SU-HT,SU-SP,SU-PO,SU2-SP:不锈钢手用丝攻SU-HT具有高度的耐磨性,经设计有特殊的切削角度与沟形,并经以酸化处理,因此适用于具有黏性的难削材料如不锈钢等的攻牙加工之用。
不锈钢螺旋丝攻SU-SP具有与SU-HT相同的特性与功能,并经设计具螺旋沟槽供不通孔攻牙加工之用。
不锈钢先端丝攻SU-PO具有与SU-HT相同的特性与功能,并经设计具螺旋沟槽供通孔攻牙加工之用。
不锈钢螺旋丝攻SU2-SP特性如下:
1、针对SUS316、SUS317等较难切削之不锈钢材特性,丝攻采用具耐热性、耐磨耗性之高级高速钢材。
2、为降低切削阻力与切削热,螺纹部有离隙角之设计,且为防止溶著发生丝攻表面施以酸化处理。
3、一般攻牙后会有收缩之倾向,本丝攻之精度均有适度加大之设计。
4、本丝攻采用BLF(螺纹部完全牙3山之后螺纹磨除至有效径位置)形状,以降低因切屑排出不良而造成之崩牙情形发生。
螺丝攻精度等级:YAMAWA P级
螺丝攻材质:HSS-E
切刃吃入部牙数:SU-SP 2.5牙,SU-PO 5牙,SU2-SP 2.5牙
表面处理:酸化处理
适用被削材: [SU-SP]抗拉强度750N/mm2以下之不锈钢,钢,金钢,铸铁等…
[SU-PO]硬度HRC30度以下之不锈钢,碳钢,合金钢,调质钢等…
[SU2-SP]SUS316、317不锈钢,镍合金等材料。
铝合金专用丝攻LA-SP,LA-O:是专门供具有黏性性质的材料如铝等轻合金之压铸品的攻牙加工之用。由于此类材料经攻牙加工后,螺纹会有收缩变小的倾向,因此铝合金用丝攻经设计具加大尺寸,并经施以窒化处理以配合次类材料之性质。
螺丝攻精度:YAMAWA P级
螺丝攻材质:HSS-E
切刃吃入部牙数:LA-O 1.5牙/5牙LA-SP 1.5牙/2.5牙
表面处理:窒化处理
适用被削材:铝,锌,镁等压铸合金等…
铸铁专用丝攻FC-O:铸铁用直槽丝攻FC-O具设计有特殊的切削角度,适用于铸铁等表面坚硬,经切削后,铁屑成细碎状的材料。由于切削铸铁时,会使丝攻的牙部造成重大磨损,因此FC-O之材料是采用耐磨性的钢材,并设计成加大尺寸,另在表面施以窒化处理以增大其耐磨性。
螺丝攻精度等级:YAMAWA P级
螺丝攻材质:HSS-E
切刃吃入部牙数:1.5牙/5牙
表面处理:窒化处理
使用被削材:铸铁,球状石墨铸铁,强韧铸铁等…
难削材专用丝攻EH-HT,EH-PO:难削材用丝攻最适合于高碳钢、合金钢等之调质钢或锻造钢,模型钢等硬度高达HRC30~45之高硬度钢之攻牙加工作业。难削材用丝攻之材料是采用最具耐磨性之含钴钢材,又设计有适度的加大尺寸,以增长丝攻寿命。
螺丝攻精度等级:YAMAWA P级
螺丝攻材质:HSS-E[Co]
切刃吃入部牙数:EH-HT 2.5牙/5牙EH-PO 4牙
表面处理:无
适用被削材:抗拉强度800~1200N/mm2,硬度HRC45度以下之合金钢,模具钢,调质钢等材料…
超硬丝攻UH-CT:1、针对热处理后50~60HRC(Max:63HRC)之[模具钢],[工具钢]攻牙加工。
2、材料使用耐磨性,耐冲击性优良之超硬合金。
3、为增加耐磨性丝攻表面施以氮化铝钛(TiALN)处理。
4、特殊设计之沟槽角度能有安定之切削力与良好切屑形状。
螺丝攻等级:YAMAWA P级
内螺纹等级:6H旧JIS2级
切刃部牙数:5牙
螺丝攻种类:直槽机用丝攻
表面处理:TiALN

