'
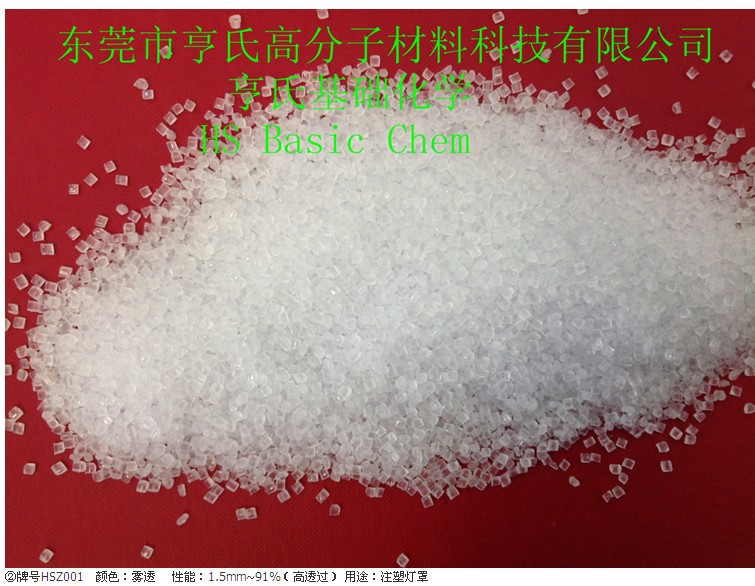
透光率:78%-94%(可定做)
类型:高透过pc、高扩散pc
工艺:注塑级、挤出级、吹塑级
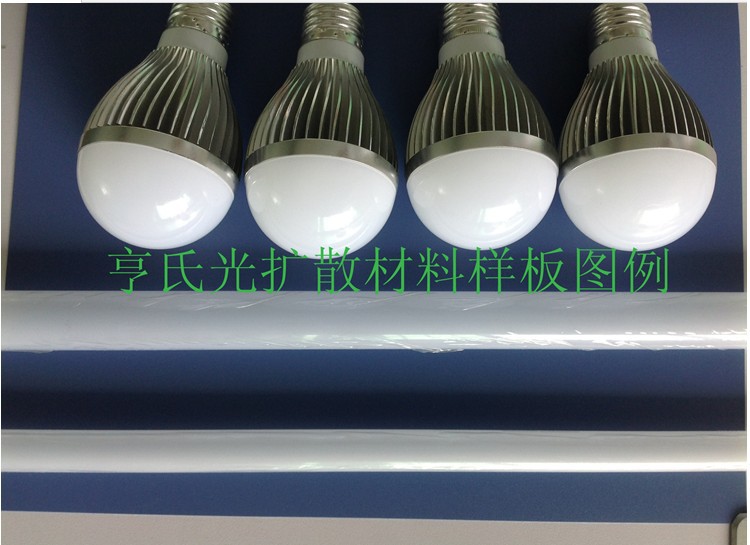
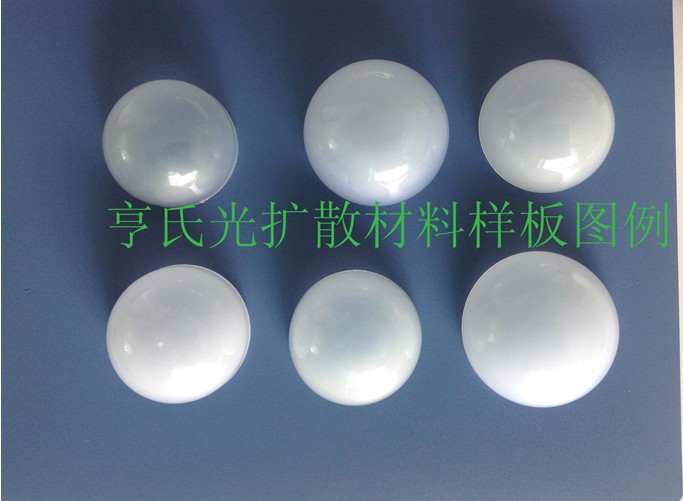
用途:LED节能灯、注塑灯罩、挤出灯管、押出扩散板等
备注:可以完全替代日本帝人光扩散,样品1公斤以下可试用,试样成功下单至1吨样品费退回。可来样检测分析,单独定做,量大价格从优。
我司是一家专业生产光扩散料的生产厂家,专业研发光扩散PC、光扩散PMMA(光扩散亚克力)等。
目前生产的光扩散PC和光扩散PMMA涵盖注塑、挤出、吹塑工艺,透光率85%~93%,高雾度,大扩散角,不露灯珠,无黑点,阻燃V2~V0,抗紫外线,有相关报告MSDS、SGS、UL。目前我司材料在深圳市场、浙江和江苏获得较多认可,材料一致性得到肯定,并获得客户长期订货。
![~UD03T)PL`JM9]O6Z45`ACS](http://i05.c.aliimg.com/img/ibank/2013/325/315/1033513523_800707158.jpg)




![T]A(5W~Y8RG09R6%Q037ZZ5](http://i05.c.aliimg.com/img/ibank/2013/335/445/1033544533_800707158.jpg)

![)%S@IGE9`0{]8CE6Y62H4FB](http://i03.c.aliimg.com/img/ibank/2013/981/365/1033563189_800707158.jpg)
注塑过程中可能遇到的问题:
一、发黄
原因:料在注塑机料筒停留时间长、射胶量太大和新手合模不够快等;
二、混色不均匀
原因:母粒和透明粒子勾兑后,混色温度太低、射出太慢或背压低等;
三、样板有纹
原因:过机料有残留
四、水波纹
原因:前模温度太低、射速过慢和射出位置问题
五、雾面
原因:第一段温度低、第一段射速慢和背压高等
六、注塑产品有白点、黑点
原因:炮筒残留的料碳化、混有杂料和螺杆断裂有金属粉掉落等
七、发泡
原因:光扩散剂分解、V0阻燃剂分解、发泡KSS分解(耐温不够)
挤出过程可能遇到的问题:
一、挤出成型困难
原因:温度过高
二、定型模有粉
原因:抗UV级别越高粉越多(UV粉低分子易分解)
三、表面不光滑
原因:1.料不够干燥(潮湿天气),提高烤料温度至125°,烘5个小时
2.温度低,提高炮筒温度、提高后压、定型模冷却水关小
四、有麻点
原因:高分子量料太多(不熔形成硬块)、低分子量的料也多(分解形成坑)、抗UV粉分解
五、有划痕
原因:挤出机口模是否划痕
'




