
 立隆品牌(重庆)线束设备公告:(公司近期新品上市,部分产品会搞特价活动,欢迎需要的朋友;来电咨询!
立隆品牌(重庆)线束设备公告:(公司近期新品上市,部分产品会搞特价活动,欢迎需要的朋友;来电咨询!
温馨提示:以上价格是常规配备价格,对机台有特殊要求或配置有变动的朋友价格另议。(本公司可开具17%增值,以上价格均不含税价。)在此感谢您的选购!

尊敬的新老客户你们好!感谢你们一直以来对立隆品牌的支持与关注!为答谢各位的厚爱,“立隆人”不断勇于创新,开拓进取,现已成功研发了一款(LL-551+T型全数字智能单头端子压着机/带扭线)的新型快速稳定型全自动端子机,并且已经正式上市火爆热销中。在此欢迎各位新老朋友的咨询和,同时也热烈欢迎你们的参观!
实 物 拍 照 展 示
LL-551+T全数字智能单端压着机(带扭线)
特点:
1、精巧,紧凑的设计,极佳人性化设计,占地面积小。
2、数字智能触摸屏和按键中文操作菜单易学易用。
3、可储存100套加工程序,更换工序和材料迅速。
4、采用高速DSP分布式控制系统,无声混合式步进驱动,高精度,快速度。
5、采用直线式导管送料,不管大线小线送料不存在堵线,更稳定,成品线束放置更整齐。
6、刀片装置采用卡位式定位安装,安装简单,通熟易懂,更快速,节省人工。
7、扭线机构有自动复位功能,线径大小不需调节,实现通用性扭线。(已申请专利)。
8、内置电路全部有故障信号指示灯,查询故障情况更一目了能,排除故障更简单。
9、本公司提供培训、安装、调试、保养、维修一条龙服务。
机型/名称 | LL-551+T全数字智能单端压着机(带扭线) |
品牌/产地 | 立隆/东莞 |
电源 | AC 220V/50/60HZ单相 |
功 能 | 电线切断、单端剥皮、单端扭线、单端压着 |
切断长度 | 40mm-99999.9mm(可定制最短30mm) |
剥皮长度 | 剥线头:0.1mm-12mm 剥线尾:0.1mm-8mm (可定制剥线头20mm) |
扭线长度 | 2mm-12mm(可根据客户要求定制最长20mm扭线) |
导管直径 | 1.5mm-5mm |
通用线径 | AWG#18-AWG#32 |
压着压力 | 1.5T-2.0T端子机可选 |
工作速度/100mm带扭线 | 5000-5200条/小时 |
压接位置 | 数字化调整 |
空气压力 | 5— 7kgf(需使用清洁干燥空气) |
检测装置 | 空气压力低下、检测电线有无、冲模不良、电线打结 |
材料 | 钨钢/高速钢 |
机体尺寸 | 长700mm宽600mm高1400mm(不含凸起部分) |
机体重量 | 约200kg |
参照以下细节展示
细节(1)
细节(2)
细节(3)
细节(4)
细节(5)
操 作 说 明 详 细 介 绍:
一、产品简介
全数字智能单端压着机采用基于32位浮点型高速DSP的分布式控制系统,自主研发的具有完全知识产权的新一代线束加工设备。显示部分选用带触摸屏的5.7寸图型点阵大液晶,参数的输入是5×3矩阵按键。各种参数均采用数字化设定,极大减少了机械的调整时间,人性化的设计,操作起来极其简单。独特的机械结构,分布式控制系统,智能化的故障诊断,使设备运行又快速又稳定。加工出的线束,长度一致,端子压接漂亮,扭线效果佳。
*********************************************************二、产品外形
2.1部件说明
(1)线束打结检测器:运行中检测线束有无打结装置。
(2)断线检测器:运行中检测线束是否断线装置。
(3)整直器:线束的校正装置,使线束水平与垂直方向平直。
(4) 送线轮间隙调节孔:调节送线轮的间隙,如果送线打滑,则需要调小。堵线时也是通过该孔调大间隙,退出线束。
(5) 送线轮:旋转时使线材前进后退,配合刀架进行拉线头外皮的动作。
(6) 导管:线材进入刀架前,伸出,起导引作用;剥线时,缩回,以便去线束外皮。
(7) 刀架机构:切刀装置,由三把刀组成。线束的切断线,外皮切开由其完成。
(8) 扭线机构:其正反转时带动扭线夹搓动,完成扭线动作。
(9) 线尾剥皮机构:由夹线夹子与剥线电机组成,与切刀配合运行,完成线尾剥皮动作,同时控制端子压接位置。
(10)平移机构:由平移夹子与平移电机组成,完成线束平移动作。
(11)端子机:完成端子压接动作。
(12)拿线机构:由拿线夹子与手臂气缸组成,线束加工完成后,由其拿出。
(13)按键:参数的输入及启机停机由其完成。
(14)液晶:显示需要加工线束的参数。
(15)电源开关:设备电气部分电源的总开关。控制系统,步进驱动器的电源均由其控制。
(16)光纤检测器:压接端子时,检测端子是否压接好。
(17)端子机手动键:端子机卡模没停在原点时,按该键可控制端子机运转。
(18)端子固定支架:压端子时,固定好端子盘。
(19)收纸器:压端子时,卷起端子盘中的隔离纸。
(20)接线盘:盛放已经加工好的线束。
(20)气压阀:设备气路部分的总开关。
未断电前,无论设备工作还是停止,都不能用手指靠近刀刃。
*********************************************************
三、产品技术指标
3.1技术指标
? 正常工作电压212V~232V
? 额定频率50Hz
? 极限工作电压202V~240V
? 额定电流7A~15A
? 气候条件
正常工作温度 | -35℃~+75℃ |
极限工作温度 | -40℃~+85℃ |
存贮和运输温度 | -40℃~+80℃ |
存储和工作湿度 | ≤85% |
? 技术参数
切断长度 | 18MM~99999.9MM | |
剥皮长度 | 剥线头 | 0.1MM~12MM |
剥线尾 | 0.1MM~8MM | |
扭线长度 | 1MM~12MM | |
导管直径 | 1.5MM~5MM | |
通用线径 | AWG﹟14~AWG﹟34 | |
切线公差 | ≤0.2% | |
工作速度(条/小时,100MM,扭线) | 5000~5200条 | |
压接压力 | 1.2T~3T端子机可选 | |
压接位置 | 数字化调整 | |
材料 | 钨钢/白钢 | |
驱动方式 | 无声混合式步进电机 | |
*********************************************************四、运输和存储
本压着机必须在原包装条件下进行运输和储存。从本公司出售之日起,当用户完全遵守压着机运输、储存及使用规定,并在本公司封条完整的条件下,压着机应符合国标、行标的要求。
*********************************************************五、操作说明
5.1机械部分操作
5.1.1机械调整
送线轮间隙调节:扳手伸进【送线轮间隙调节孔】,旋转,使送线轮两轮之间的间隙小于线材的外皮直径,线材随送线轮转动而随动,确保线材长度准确。
5.1.2机械调整技术要点
在设备正式启动运行前,需注意以下技术要点:
(Ⅰ)调整剥皮电机及平移电机原点位置,当线材穿过导管、刀架中心点、平移夹子、夹线夹子时,观察是否在一条直线上。
(Ⅱ)观察送线轮两轮之间的间隙,必须小于线材的外皮直径。
(Ⅲ)把线材放入送线轮两轮之间,设备上电,点动进线,再关电,用一只手拽住线材,稍微用力往外拉,如果拉不出时说明送线轮间隙与压力均合适。
5.2控制系统操作
5.2.1人机接口概述
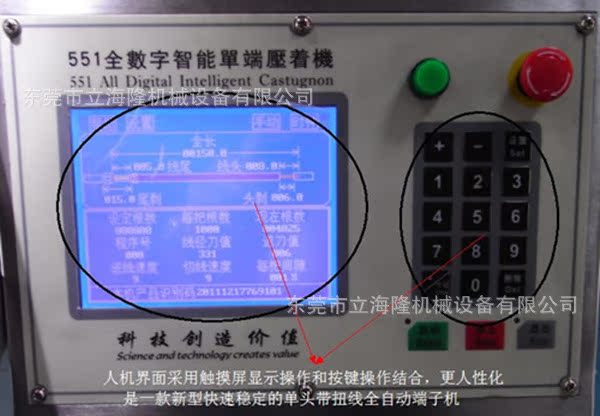
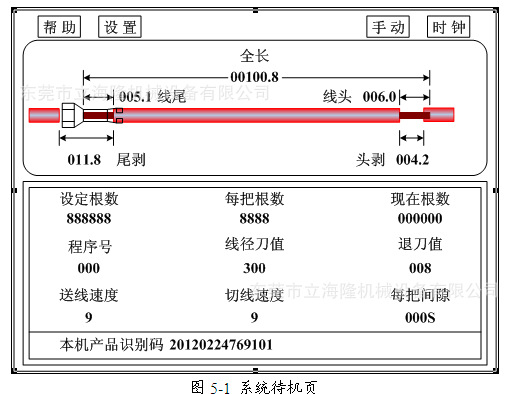
人机接口的显示部分采用320X240蓝色图型液晶,如图5-1所示,参数直观清楚;参数输入及启动停止操作采用18个机械式按键,如图5-2所示,可靠性远高于薄膜按键。

【按键说明】
【0】~【9】键:数字键,参数设定时输入0~9数字。
【.】键:复用按键,参数输入时是小数点键,输入带小数点的参数时,按下该键,输入小数部分;手动页面时是寸动键,按一下寸动一步。
【﹢】键和【﹣】键:加与减键,在有正负的参数输入时,按下加键,正号,按下减键,负号;在开关量参数输入时,按下加键,打开,按下减键,关掉。在图5-2待机页面,按加键,线径刀值加1,按减键,线径刀值减1。
【删除/Del】键:用于参数输入时,对刚输入数字的清除。
【设置/Set】键:调出程序号的参数。
【启动/Start】键:在待机页,按下该键设备自动运行。
【停止/Stop】键:设备运行中,按下该键,设备走完当前的行程后再停车。
【退出/Exit】键:设备在非运行过程中,按下该键,返回到待机页面。
5.2.2参数输入
在图5-1所示待机页,最上面一排为四个页面快捷键,用手点击可快速进入对应的页面。
5.2.2.1线束基本参数
线束基本参数的设定在待机页面,图5-1中所示。
用手点参数名称所在的位置,参数名称会反显,这时就可以通过数字按键输入参数了,完成后参数会自动保存。
【参数解释】
全 长:所需切割线材的总长度,包括线头长度和线尾长度在内。
线 头:线材的首端需剥的长度,如果线头不剥,参数请输入零。
头 剥:线材线头的皮剥开的长度。如果头剥长度大于或等于线头长度时为全剥,小于时为半剥。半剥所剥出的护套套住线头,以免搬运线材时搞乱线芯。
线 尾:线材的末端需剥的长度,如果线尾不剥,参数请输入零。当端子机开启压接端子时,参数对应的是端子的大小。
尾 剥:线材线尾的皮剥开的长度。如果尾剥长度大于或等于线尾长度时为全剥,小于时为半剥。半剥所剥出的护套套住线尾,以免搬运线材时搞乱线芯。当端子机开启压接端子时,尾剥控制端子压接的深浅,数值越大越浅,越小越深。
设定根数:工作过程中所需要生产的总数。
每把根数:每把的数量,计数到每把数量时设备会自动停止,蜂鸣器会发出声音间隙时间到自动启机。
现在根数:已经加工好的数量,当计数到总量时,设备会自动停止。
程序号:线材的规格尺寸有许多种,将加工时的一系列参数,存储到指定的程序号之中。调出时,先输入程序号,再按【设置】键即可调出。
线 径:指线材线芯多股铜丝的截面积总和。参数的数据,表示线径粗细的值,并无实际意义。设备运行中,如遇到线头线尾剥不开、切痕浅情况,则需加大线径,如遇到线头线尾切断几根铜丝或把线头线尾切掉使线长变短的情况,则需减小线径。
退 刀:其作用是刀刃切入线材一定深度后,退开一段深度再剥皮。退刀参数为“1”,表示上下刀刃切至线芯后各退0.01MM,依此类推。退刀参数的大小与线材外皮的厚度成正比,外皮的厚度越大,退刀值越大,反之越小。退刀参数既不
能过大,也不能过小或为零。如果过大,则不能剥开线皮,如果过小或为零,则刀刃会损伤铜丝。
送线速度:送线电机带动线材前进后退的速度,9为最快,0为最慢。
切线速度:切线电机带动刀架上下运动的速度,9为最快,0为最慢。
每把间隙:设备运行到每把数量时,延时一定时间,自动启机。
本机产品识别码:设备出厂时唯一的识别码,一共14位,不可更改。没有两台一样识别码的产品,如果一样,则非我公司原装正品机。
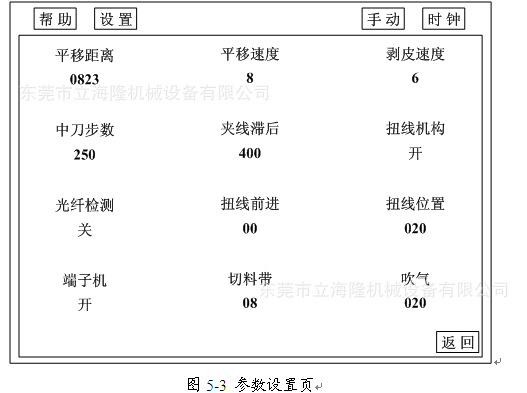
5.2.2.2设置参数
在有快捷键的页面,点左上角的【设置】位置,则弹出图5-3。
【参数解释】
平移距离:平移夹子从原点到压接端子位置的距离,数值越大越往端子机旁边走,越小则越往端子机内则走。
平移速度:平移电机带动线材左右移动的速度,9为最快,0为最慢。
剥皮速度:线材剥皮时电机的速度,对应的是剥皮拉力的大小,0为力最大,9为力最小,调试时从9开始往下递减试,只要皮拉得开,就不要再减。
中刀步数:刀架中刀从原点到切断线走的距离,数值越大,走的步数越多。如果
线没有切断,则加大数值即可。
夹线滞后:夹线夹子滞后时间,越大则时间越长。
扭线机构:线头扭线与否,由【﹢】键和【﹣】键设定。
扭线前进:扭线时,送线电机前进的距离。
扭线位置:扭线时,从何处开始扭线。
光纤检测:端子压接完后是否检测,由【﹢】键和【﹣】键设定。
端子机:是否压端子,打开压端子,关闭则只剥线,由【﹢】键和【﹣】键设定。
切料带:每隔几下切一次端子的料带,保护料带切刀,减少频繁动作。间隔数可以设定。
吹 气:吹掉线材表皮,使其不沾在刀刃上,使用时需要空压机与其连接。其持续时间可设定。
5.2.3手动操作
在有快捷键的页面,点右上角的【设置】位置,则弹出图5-4。
【动作解释】
切 线:按一下,中刀切断线束,按第二下,前后刀切开线材外皮,按第三下,切刀张开,接着按则循环动作。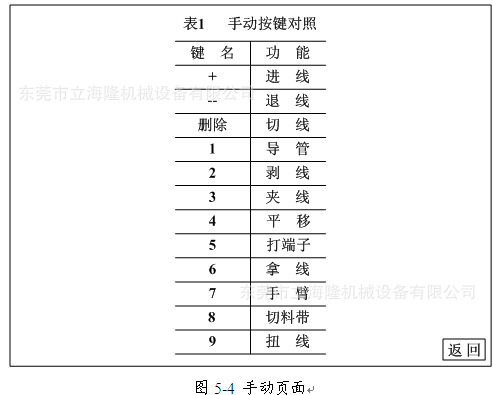
导 管:按一下,导管伸出,按第二下,导管缩回,接着按则循环动作。导管在
伸出状态时,切线或剥线对应键按下,切刀不会动作,是为了保护导管,需缩回后再按。
剥 线:按一下,完成线束剥皮整个动作流程,再按则不动作,是为了保护线尾
剥皮机构,需复位一次再按。
寸 动:按【寸动】键前,先确认系统是否复位。复位后才可按下该键,按一下寸动一步。走完所有的动作时,再接着按则是循环动作。
5.2.4运行操作
设备上电后,系统自检,先进行通信检测,【退出】键左上角的红色指示灯如果亮一下就灭,则通信正常,否则报警。各电机归原点,如果不正常,则报警。如果气压不正常,设备停止,待气压正常自动恢复。按需要设置参数,参数设定完成后,按【退出】键进入待机页面,图5-1所示。在待机页面,按【+】键,手动进线,按【—】键,手动退线。检查参数是否正确,如果现在根数非零,则按【删除】键使其归零。参数若无误,则按下【启动】键,设备自动运行。如果参数不正确,按下【启动】键时设备会自动故障诊断,停机并给出错误原因。



