
购物须知:
- 本公司销售产品单价均为低利润未税价;如需要含税(17%增值税或普通税)一律加8%税金(量大可议),含税付款必须走公帐款到发货。
- 因本公司产品系列繁多,如产品附图描述与实际产品外观不一致,一律以所售产品名称和产品型号为准,本公司不承担任何产品附图描述不一致性的责任。
- 本公司产品保证全新原装正品,假一罚十,凭机身编码质量保修一年。
- 买家购货用法请自行了解,考虑清楚才购买,凡本公司所销售的产品,原则上不接受退货换货。如买家确需要退货换货,须满足本公司提出的退货换货条件:A,全新原包装产品经本公司判定为易销品,原则上九折回收,往返运费由买家承担;B,产品经本公司判定为无法再次销售的产品,拒绝退货换货。
- 本公司所售产品原则上不提供任何技术支持服务,对于要求技术支持的,咨询范围太广的,本店铺不作答;如果确实需要深入的技术支持,买家同意支付费用的另计,具体向本公司咨询。
- 本公司库存充足,如无法及时发货,本公司人员会事先与买家沟通,敬请买家耐心等待。
- 本公司宗旨:客户至上,诚信第一。本公司谢绝职业差评师!
电话:0769-23092149 0769-26995070
传真:0769-26997056
联系人:陈小姐
手机:18046978890
QQ:1551497160
台达变频器
台达VFD变频器目前已在工业自动化市场建立广泛的品牌知名度。各系列产品针对力矩、损耗、过载、超速运转等不同操作需求而设计,并依据不同的产业机械属性作调整;可提供客户最多元化的选择,并广泛应用在工业自动化控制领域。![]()
1、高功率体积比
2、品质卓越
3、提供通用型、高性能系列产品;并能针对不同行业开发专用产品
VFD-C2000系列 高阶磁束矢量控制型

本系列具有以FOC控制为核心的高效能变频驱动技术,其多元化的驱动控制及模块化设计、丰富的产业应用功能及简易维修低故障率的自我诊断特色,极具市场价格竞争力,为产业与终端客户有效节省建构及营运成本,替用户掌握致胜先机提升竞争力
产品特色:
▲ 输出频率一般负载0.01~600Hz;重载:0.00~300Hz
▲ 感应电机与同步电机控制一体化
▲ 速度/转矩/位置控制模式
▲ 内置10k容量的PLC
▲ 标配LCD面板,选配LED
▲ 过负载能力:一般负载额定输出电流120% 1分钟;重载 额定输出电流150% 1分钟
▲ 内置直流电抗器( 37kW)、刹车制动单元( 30kW)
▲ 内置CANopen现场总线及Modbus,并可选购:DeviceNet,Profibus,Modbus TCP and EtherNet-IP
▲ 内置温度感测器
▲ DC-BUS直流母线可并联共享
▲ 穿墙式安装方式,加强了系统的防护等级
▲ 可拆卸的风扇、控制端子
▲ 增强的环境耐受性与保护
产品规格:




应用范围:
大型风机、水泵、卷绕设备、空压机、机床设备、精密加工中心、食品包装、医疗设备、印染设备、电梯起重行业等

台达C2000的CANopen功能在十色印花机上的应用
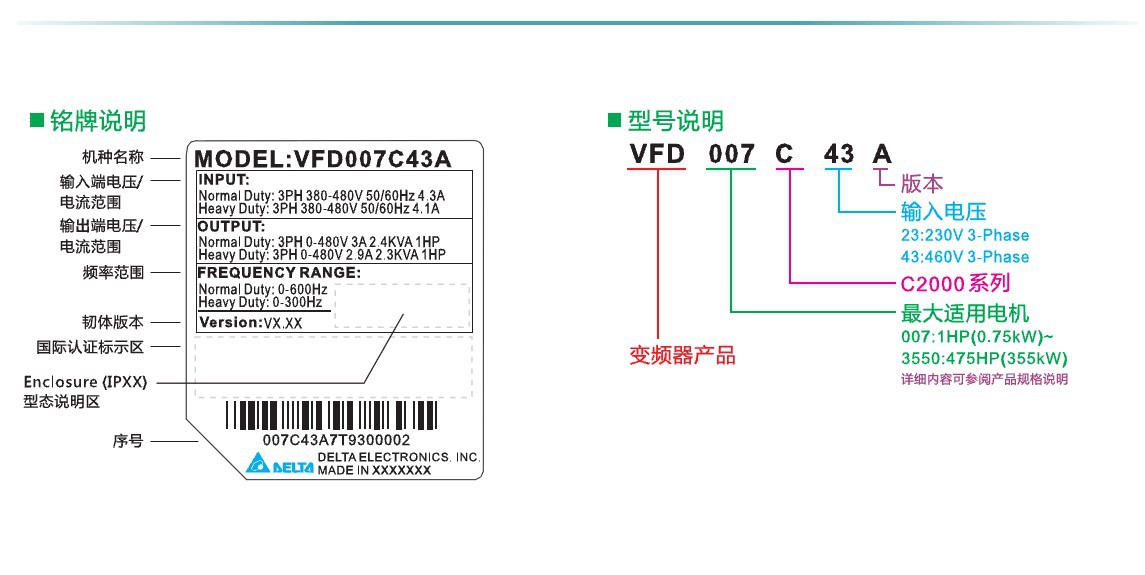
平网印花机是纺织印染行业特别是毛巾(含浴巾、沙滩巾、装饰巾、毛巾挂毯等)制造企业的重要生产设备。平网印花机由橡胶输送带(简称“导带”)输送毛巾运动,多个平网在毛巾上套印不同的颜色,其印花及套色的准确性直接影响毛巾成品的美观和质量等级,因而拖动系统大多采用伺服电机。为了提高生产效率,降低成本,又必须保持一定的印染速度,控制刮刀运动基本采用伺服或者变频器。本文主要涉及到ASD-A5523-B拖动输送带、VFD007C43A变频器驱动刮刀来回刮刷的应用。
1 设备运行步骤
首先在导带的预定位置用乳白胶粘贴白色毛巾坯,然后启动伺服电机,电机经蜗轮减速机减速后拖动输送带,当输送带上的毛巾对准印花平网的位置停稳后,平网网框下压贴紧毛巾,通过网框上方的刮刀紧贴网框刮刷,将平网内放置的颜料透过镂空的图案印染到毛巾上。第一个颜色的图案印完了,网框抬起,导带将毛巾送到下一个网框位置停稳,开始第二个颜色图案的印染………,直到十个颜色依次套准印完,一条彩色毛巾才告完成,而第二条毛巾紧接着第一条毛巾不间隔地套色印染………,周而复始,连续作业。印刷部分如图1所示。
图1 印刷部分示意图
每条毛巾印染完成后,随即送到隧道式蒸汽烘房内烘干,然后整理、质检、包装,直至入库出厂。烘干、收料部分如图2所示。
图2 烘干、收料部分示意图
2 方案概述与制定
2.1 方案概述
十色印花机中间的印花部分的长度有20多米。加上前面的送料部分和后面的烘箱部分,设备总长40米左右。设备要求刮刀行走尽量同步,这样设备运行会比较美观,效率也高。传统的485通讯,传输速率低,容易受干扰,所以考虑采用CANopen通讯。
每个刮头工位都有3个气缸与2个关电传感器,所以需要2个输入点与3个输出点。每个工位需要手动操作:台板、换刮刀、刮刷动作、回墨动作等。并且需要在每个控制整个设备的启动和停止。需要的输入点比较多,客户选择触摸屏来实现手动操作,而C2000变频器都可以实现。主机28SV与10个C2000通过CANopen通讯,每个工位的触摸屏与相应的C2000通过485通讯。
2.2 方案制定
控制器采用DVP28SV11T。28SV提供左侧并列式高速扩展。由于方案需要通过CANopen通讯,所以选用此款PLC并扩展DVPCOPM-SL,如图3所示。

图3 左侧为DVPCOPM-SL,右侧为DVP28SV11T
牵引部分要求走精确定位,这样每个颜色才能印到恰当的位置,不至于跑色。选用ASD-A5523-B伺服。因为导带比较长,负载比较大,所以5.5kW伺服配20比1的减速机。如图4所示。
图4 5.5KW伺服配20比1的减速机
印刷头部分是由刮刀与印刷模板组成。印刷步骤基本是先下网框,再印刷,接着上台网框,然后回墨,印刷次数与回墨次数都是可设的。刮刷与回墨停车的位置是靠光电开关感应。刮头部分需要一个变频器来控制电机来回刮刷,并控制三个气缸,进行网框上下动作与换刀动作。印刷头如图5所示。
图5 印刷头示意图
选用C2000变频器正好能满足要求。C2000内置CANopeng通讯,内置PLC,有8个输入口与4个输出口。按控制要求来说,VFD075EC43A也能满足要求。刮刀反复动作基本是快走快刹,所以C2000的长寿命设计与环境的耐受性正好符合这样的环境。如图6所示。
图6 C2000变频器示意图
3 方案的实施
首先,需要设置CANopen网路,配置PDO映像。配置如图7所示。


图7 配置示意图
由于设备需要刮刀启停尽量同步,所以需要将主站设置里的同步时间修改为20ms,POD属性里的传输类型改为1。C2000的参数设置:P00-20为6,P00-21为3,P09-30为0,P09-36为从站地址,P09-37为0,P09-40为0,P09-45为0。最后,在节点列表设置里添加一下设备就完成网络配置了。网络配置完成之后,28SV就可以通过读写PLC内部对应的寄存器来读写C2000的控制字、目标频率、加速时间、减速时间、MI与MO端子。


