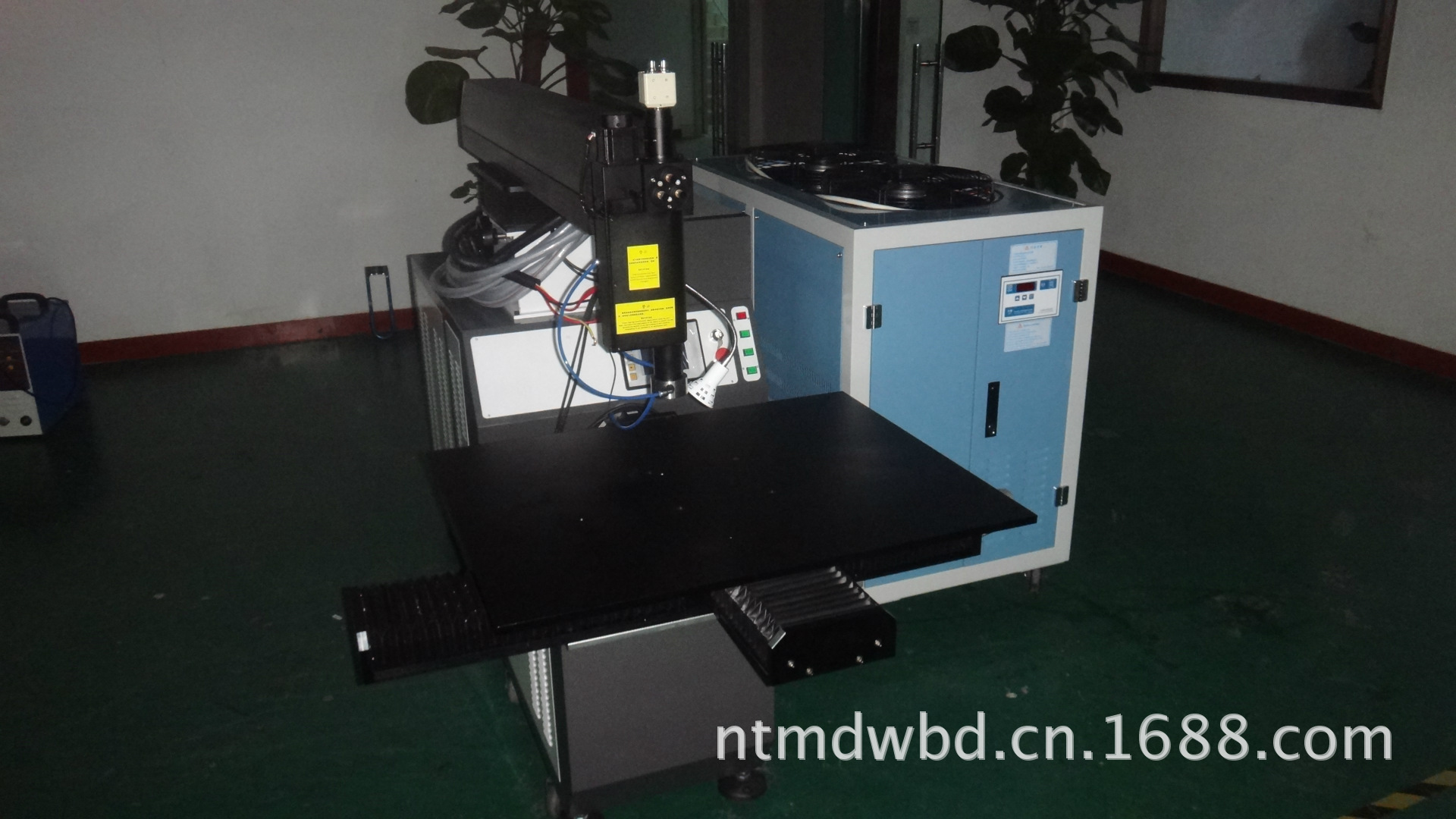
揭阳肇州梅州自动激光焊接机,CNC电脑控制激光焊接设备

东莞市奥信激光焊接设备有限公司
东莞市凤岗镇麻埔坳工业区E栋
产品属性
图文详情
品牌推荐
品牌/型号
奥信/400W
作用原理
脉冲
最大平均功率
400W
作用对象
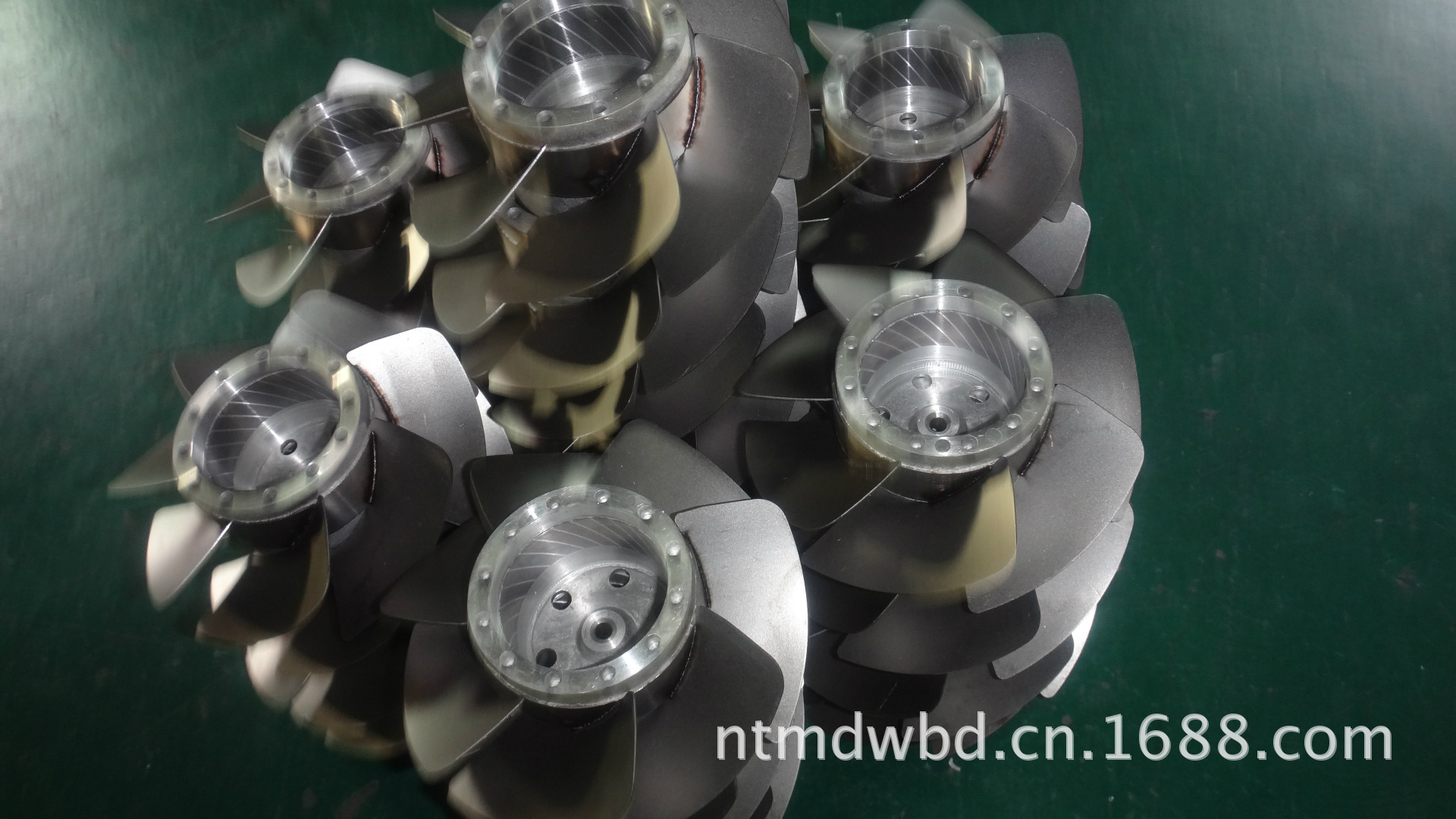
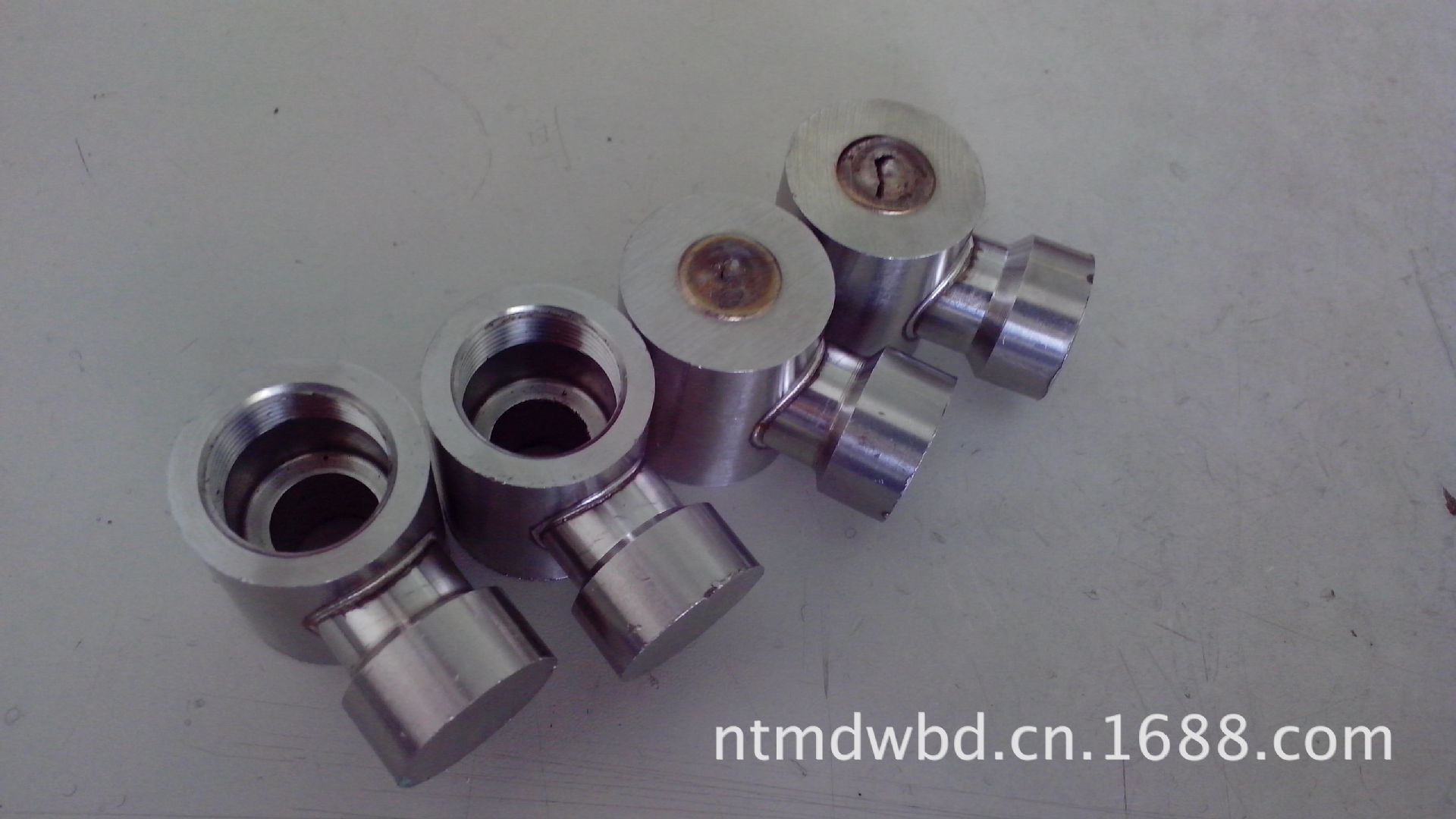
金属
焦斑直径
0.2-2(mm)
产品别名
镭射焊接机
型号
400W
电流
交流
品牌
奥信
用途
焊接
最大激光功率
110J
激光焊接深度
0.2-2mm
连击时激光焊接频率
0-100Hz
激光器上下行程
0-150mm