供应其他UN-150闪光对焊机

佛山市富兆龙科技发展有限公司
中国 佛山
产品属性
图文详情
品牌推荐
品牌
富兆龙
型号
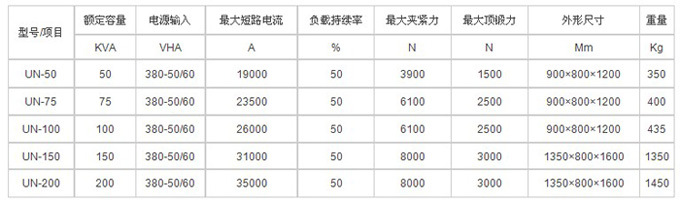
UN-150
结构类型
固定式
电源类型
交流/工频
焊接对象类型
异形截面对焊
顶锻加压方式
气液加压式
冷却方式
水冷
控制方式
半自动
驱动形式
电动
是否数控
是
额定容量
150kVA
额定负载持续率
50%
工作周期
10s
焊接频率
200
最大焊接厚度
1.5+1.5mm
焊接材质
不锈钢
作用原理
对焊
重量
700kg