滚轧直螺纹钢筋连接技术
随着科技的发展,近年来钢筋的机械连接方法正越来越多地被设计人员所采纳和推广,本文从施工工艺、技术性能等方面介绍了滚轧直螺纹钢筋连接技术在桥梁工程以及框架桥中应用的优缺点。并从施工的角度对该技术的施工工艺和质量控制进行了阐述,指出滚轧直螺纹钢筋连接接头具有连接强度高、施工速度快、劳动强度低等特点,值得推广应用。
关键词:直螺纹连接套筒 钢筋直螺纹套筒直螺纹连接套筒价格钢筋直螺纹套筒厂家
1、 概述
钢筋的连接方式有多种,通常是采用对焊或者搭接焊接,近年来行业中为提高施工工艺、施工质量和施工效率开始广泛推广钢筋机械连接技术采用钢筋直螺纹连接套筒进行钢筋连接。与传统方法相比较,该施工技术工艺简便、接头强度高、连接速度快、应用范围广、经济性能优越,在工程应用上大大加快了钢筋工序施工速度,并且降低了成本,在确保工程质量的前提下很好的推动了工程整体进度。
2、 施工工艺
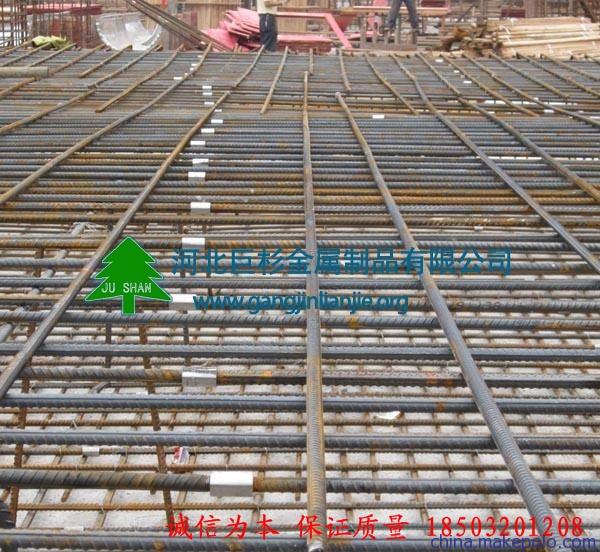
滚轧直螺纹钢筋连接技术是通过钢筋端头加工的直螺纹丝头和钢筋直螺纹连接套筒咬合形成整体的一种连接方式,适用于一切抗震设防和非抗震设防的混凝土结构工程。它可根据需要制作直径为Φ16~Φ40的钢筋直螺纹套筒。采用滚轧直螺纹钢筋连接接头时,其钢筋连接接头性能应满足设计及《钢筋机械连接通用技术规程》JGJ-107-2010规定的要求。滚轧直螺纹钢筋连接按照规范要求做 ,单向拉伸性能,高应力反复拉压性能,大变形反复拉压性能,低温性能试验,试验合格后方可使用。
滚轧直螺纹钢筋连接技术工艺流程为:钢筋原料→切头打磨→机械加工(丝头加工)→套丝加保护套→工地连接。
2.1.丝头加工:钢筋下料时,用机械切断,钢筋端面平整并与钢筋轴线垂直,不得形成马蹄形或扭曲,钢筋端部不得有弯曲,出现弯曲时应调直;丝头有效螺纹长度应满足设计规定;丝头加工使用滚丝机,加工时使用水性润滑液;丝头有效螺纹中径的圆柱度误差不得超过0.20mm;标准型接头丝头有效螺纹长度应不小于1/2直螺纹套筒长度,其他连接形式应符合产品设计要求。
丝头加工成型后,操作人员应逐个检查丝头的质量,经自检合格的丝头,应按要求对每种规格加工批量随机抽检10%。且不得少于10个,并填写丝头加工检查记录,如有一个不合格,即应对该批全数检查,不合格的丝头重新加工,经再次检查合格方可使用。
2.2.钢筋连接:钢筋直螺纹连接套筒采用符合要求的、有质量保证厂家提供的产品,一般钢筋直螺纹套筒材料选用45号优质碳素钢或其它经试验确认符合要求的钢材。在进行钢筋连接时,钢筋规格应与钢筋连接套筒规格一致,并保证丝头和钢筋连接套筒内螺纹干净、完好无损;钢筋连接时应用工作扳手将丝头在套筒中央位置顶紧;当采用加锁母型套筒时应用锁母锁紧;钢筋接头拧紧后应力矩扳手按不小于规范规定表的拧紧力矩值检查,并加以标记。
滚轧直螺纹钢筋接头根据不同场合、不同需要类型设计有标准型、正反扣丝型、异径型、加锁母型、扩口型等。
3、 技术要领
3.1.钢筋直螺纹连接套筒及锁母:螺纹牙型应饱满,钢筋直螺纹连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。
3.2.丝头:所加工的钢筋应先调直后再下料,切口端面与钢筋轴线垂直,不能有马蹄形或挠曲。下料时,不得采用气割下料。丝头加工时应使用水性润滑液,不得使用油性润滑液或不加润滑液滚轧丝头,当气温低于0oC时,应掺入15%~20%的亚硝酸钠。
丝头表面不得有影响接头性能的损坏及锈蚀;丝头有效螺纹数量不的少于设计规定;牙顶宽度大于0.3P(P为螺距)的不完整螺纹累计长度不得超过两个螺纹周长;标准型接头的丝头有效螺纹长度应不小于1/2钢筋连接套筒长度,且允许误差为+2P;其他连接形式应符合产品设计要求。
丝头加工完毕需用通、子规经检验,丝头合格后,应立即带上丝头保护帽或者拧上连接套筒,防止装卸钢筋时损坏丝头。
3.3.钢筋连接:钢筋连接时,钢筋的规格和钢筋直螺纹套筒价格的规格一致,并确保丝头和连接套的丝扣干净、无损。
被连接的两根钢筋端面应处于钢筋连接套筒的中间位置,偏差不大于1P,并用工作扳手拧紧。
钢筋连接完毕后,标准型接头连接套筒外应有外露有效螺纹,且连接套筒单边外露有效螺纹不得超过2P,其他连接形式应符合产品设计要求。
4、 工程应用
青岛海湾大桥接线工程采用滚轧直螺纹钢筋连接技术运用到桩基、承台、墩柱等部位的钢筋连接上,成渝项目部采用正反扣丝接头钢筋连接技术运用到全标段重点工程兴龙大道框架桥上,在施工质量、施工速度等方面体现出明显的效果。
4.1.标准型接头应用
标准型接头适用于一般钢筋连接,当钢筋不受其他约束的情况下采用标准型接头连接最为简便可靠。钢筋在加工厂按照设计规格要求下料,然后在滚丝机上加工丝头,丝头长度根据不同钢筋型号来确定,丝头加工成型经检验合格后,套上钢筋直螺纹套筒或者钢筋保护帽,运送至现场即可连接成型。桩基预制钢筋笼子主筋、承台主筋以及桥墩主筋连接时均可采用滚轧直螺纹钢筋标准接头连接。
4.2.正反扣丝接头应用
当连接钢筋两端都不能转动或者连接钢筋一端不能转动时,可选用正反丝接头来连接钢筋。在连接钢筋时,两根钢筋中心应处于同一轴线;当正反丝连接套筒与两根钢筋端面处在同一中间位置时,转动正反丝钢筋连接套筒即可将两根钢筋连接上。由于成渝项目的框架桥最大跨度为17.5米,大量的钢筋直径为28mm,单根长度需满足长度在40米以上,存在很多弯折的地方,本工程的框架桥可采用正反扣丝接头连接。
4.3.加锁母型接头应用
桩基施工工序多,组织配合繁琐,在施工过程中要求工序紧凑,节约时间,防止成孔时间过长造成孔位沉淀过厚或塌孔等问题出现。经过比较分析,桩基钢筋笼子对接采用滚轧直螺纹连接方式可大大节省钢筋笼子连接的时间,接头类型选用加锁母型便于工人进行对接操作。
滚轧直螺纹钢筋连接技术操作简便,应用范围广,可连接横、竖、斜向的HRB335、HRB400级同径或异径钢筋。滚轧直螺纹钢筋连接在实际工程应用中,可根据不同环境,不同情况来选择相应合适的连接类型进行连接。
5、 性能比较
滚轧直螺纹钢筋连接技术以其操作简便、施工速度快、适用性广等特点而具有很好的发展优势,其优越性能在工程实践应用中得到广泛认可。
5.1.施工效率
施工工艺工序少,只需要在加工棚进行丝头加工,成型后现场安装即可;施工速度快,丝头加工平均40秒可加工成型一个丝头;连接操作方便, 将钢筋与连接套筒对正中间位置,即可安装连接,操作时用工作扳子拧紧,无需用电、用气、用火。
5.2.施工质量
钢筋采用焊接连接方式时,在焊接过程中很难避免由于温度差引起的钢筋变形,造成钢筋焊接后的直顺度不够理想,滚轧直螺纹钢筋连接很好地避免了焊接方式引起的问题,保证了钢筋直顺度,而且滚轧直螺纹钢筋连接钢筋力学性能能满足规定要求。滚轧直螺纹钢筋连接按照规范要求所做试验均达到合格标准,现场抽检做单向拉伸性能试验3组也都满足要求。
5.3.经济效益
滚轧直螺纹钢筋连接技术能够很好的保证连接接头质量,而且在同等级的钢筋连接中,滚轧直螺纹钢筋连接比传统焊接节省连接用钢材,缩短施工周期,提高工程质量,降低能源消耗,利于环境保护,减少设备投资,附加成本较低,具有明显的经济效益和社会效益。
6、 总结
滚轧直螺纹钢筋接头是一种新型的机械连接接头。近年来,国内外钢筋机械连接的发展趋势是不断提高接头的质量和性能等级以及连接的方便性、稳定性,直螺纹连接套筒将成为今后桥涵工程中主导型的钢筋机械连接型式。随着桥梁设计与施工发展对更粗更高等级钢材需求的不断增加,钢筋的可焊性较差促使滚轧直螺纹便成为最好的选择。滚轧直螺纹钢筋连接技术施工工艺简单便捷、连接速度快、劳动效率高、适用范围广、经济性能优越,是值得应用推广的一门新技术。