
米勒中频逆变点焊机

产品特点:
1、高质量、高效率的焊接能力,功率因数达9 8%,三相输入负载平衡。对于用户电网的冲击大大减少。
2、输出电流为直流,电流平滑,反抗为零,1 0 0 0 H Z的工作频率,时间控制精度为1 M S .
机身采用优质钢板化力学结构设计整体美观,刚性好,保证实现稳定的焊接质量。
3、电极加压机构一体化,气路短,结构紧凑、反应速度更快、安装维护更方便。
4、次级回路采用高品质的导电材料,使回路阻抗大大降低。
5、气缸换向阀采用进口电磁阀,相应速度快、流量大、寿命长、适应高速打点要求。
6、标准元器件均采用国际名牌,使焊机的总体质量达到一流水准。
7、配备MC- D系列的中频焊接控制器,电流闭环控制,可高速精确的控制实际焊接电流。
8、可存储6 0套焊接规范,大屏幕液晶屏界面,具有中英切换显示。
9、广泛适用于航空、航天、汽车、压缩机、电气及其他特种领域的焊接要求。
主要技术数据 O v e r a l l d i m e n s i o n s
| 型号 | 输入 电源 | 额定容 量KVA | 最大短路 电流KA | 负载持 续率% | 控制 | 逆变 频率HZ | 冷却水 量L/min | 臂伸尺 寸mm | 最大加 压力KN | 电极行 程mm | 低碳钢二块 叠焊mm |
| MFD-20T | 3Φ380V | 80 | 23 | 20 | 初/次级恒流 | 1000 | 8 | 220*400 | 6 | 60 | 2+2 |
| MFD-20 | 3Φ380V | 80 | 23 | 20 | 初/次级恒流 | 1000 | 8 | 220*400 | 6 | 60 | 2+2 |
| MFD-30 | 3Φ380V | 150 | 32 | 20 | 初/次级恒流 | 1000 | 12 | 220*400 | 10 | 80 | 2.5+2.5 |
| MFD-40 | 3Φ380V | 200 | 42 | 20 | 初/次级恒流 | 1000 | 12 | 300*450 | 15 | 100 | 3+3 |
| MFD-50 | 3Φ380V | 280 | 55 | 20 | 初/次级恒流 | 1000 | 14 | 300*450 | 20 | 80 | 3.5+3.5 |
| MFD-60 | 3Φ380V | 300 | 60 | 20 | 初/次级恒流 | 1000 | 25 | 300*450 | 25 | 4+4 | |
| MFD-80 | 3Φ380V | 500 | 80 | 20 | 初/次级恒流 | 1000 | 25 | 300*450 | 30 | 4+4 | |
| MFD-100 | 3Φ380V | 750 | 100 | 20 | 初/次级恒流 | 1000 | 30 | 300*450 | 35 | 4.5+4.5 |
焊接加工件

概述
电阻焊是利用电流通过工件及焊接接触面的电阻产生热量而焊接,同时对焊接处施加压力进行焊接的一种焊接工艺。其具有生产效率高,成本低,节省材料及易于自动化等特点,被广泛的应用于航天、汽车、能源、电子、五金等工业,按焊接电源可分为工频交流焊机,次极整流焊机、三相低频焊机、电容储能焊机、逆变式焊机等。随着科学技术的发展,特别是计算机技术和功率元件技术的进步,逆变电阻焊作为一种新型的控制器,也取得的全面的发展,以其显著的高质低耗的特点将大面积替代低质高耗的工频交流焊机、电容储能焊机、次极整流焊机等。
工频交流与中频直流焊接系统比较
工频交流电阻焊控制系统,采用反向并联可控硅与焊接变压器的初级进行串联后接入电网, 利用交流电阻焊控制器,调节可控硅的导通角,进行调节变压器的焊接电流。
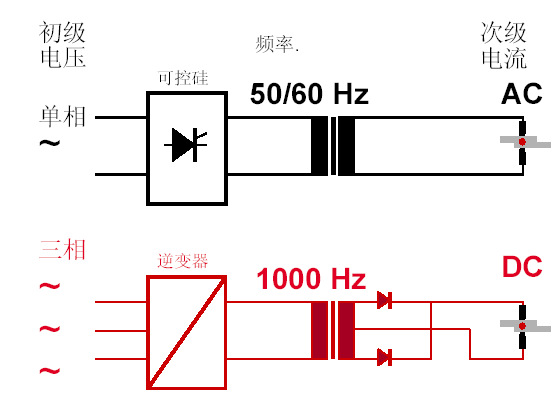
中频逆变直流电阻焊控制,三相交流电经整流电路成为直流电,再经由功率开关器件组成的逆变电路逆变成为中频方波接入焊接变压器的初级,经焊接变压器降压整流成为脉动很小的直流电供给电极对工件进行焊接。逆变器通过反馈回来次级焊接电流进行调整功率器件的开关,从而达到焊接过程恒流。
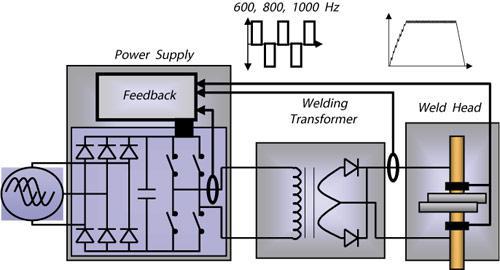
中频控制系统原理图
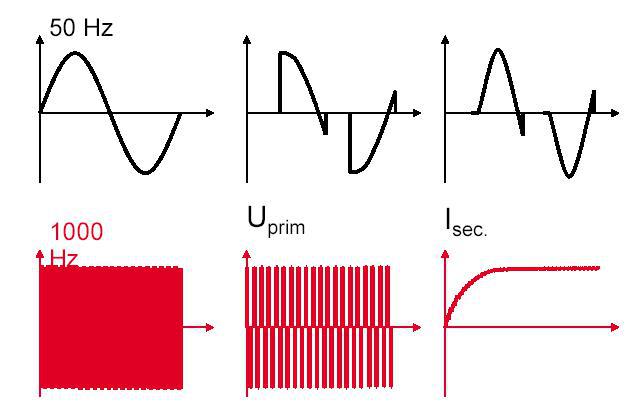
中频电阻焊与交流电阻焊的电流比较图
中频焊接的优势
- 1. 二次焊接回路中流过的电流是直流的。因此由于深入焊接工件中不同的浸深而产生的二次回路中的感 抗对焊接电流的影响大大减小。
- 2. 三相平衡负载,减少对供电系统功率要求,功率因素接近1,无电感分量,无须调整功率因素。
- 3. 消除对供电电源的污染,是绿色的焊接,不必单独提供电源 可以和机器人焊接工装控制系统在一起使用。
- 4. 减少电源消耗,节能降耗,还减少电缆的需要和花费及大量的维护成本。
- 5. 焊接变压器的质量大大减轻,轻便快捷,只有交流变压器的质量和体积的1/3,适用于机器人焊接系统。
- 6. 提高热量输入效率,焊接变压器输出的是直流电压,没有电感的烦扰,纯粹的直流没有过零的缺点,热量的效率大大提高
- 7. 智能型数字全闭环控制,焊接控制电流更精确,调整精度和监视精度比AC系统高20倍。可以对逆变器和变压器进行保护。
- 8. 增加焊接工艺的稳定性,直流焊接的工艺性友好,焊接参数的可适应范围宽,次级电流可以真正保持恒流,比交流要有更广泛使用的前景。
- 9. 数字化控制更加提高电流控制和测量精度,焊接时间精度为毫秒,可以对焊接的时间任意控制。
- 10. 可以焊接铝和镀锌金属等材料,焊接结果良好。
- 11. 尤其适合于三层板焊接、非常薄的材料的焊接以及精密焊接的要求。
- 12. 精密逆变直流电阻焊,逆变频率更高,电流控制更精确,特别适用于铜、铝镍、钼、钨、锰、金、银及其他有色金属和贵重金属的精密连接,广泛的应用在电池厂,电光源厂,汽车,医疗器械,光电通讯厂,微型马达厂以及客户要求比较高的高温漆包线/特细漆包线(最小可以达到0.02mm)的帖片电感,线圈,金属线的焊接,镍杯,可伐丝焊接,CCFL方面的焊接,保险丝,灯丝的焊接等对焊接要求比较高的电子工厂。
主要特点及技术参数
整个控制系统由控制器、中频变压器、工件组成。其中控制器又包含多个部分,有可控整流储能部分、IGBT、电源驱动、控制主板等。
主要特点:
1、 输出电源频率:1KHZ,时间精度为 ms 级。
2、 具有热量百分比及恒流两种焊接控制模式。
3、 可编程64套焊接规范。
4、 五段加热过程:预热、焊接1、焊接2、焊接3、回火。
5、 具有丰富的I/O口,能更好地与PLC、机器人等适配。
6、 具有生产计数功能。
技术参数:
1、 输入电压:三相380V,50HZ/60HZ,电源波动+20%/-20%;
2、 输出电压:单相PWM 输出 550V;
3、 输出电流:据型号而定;
4、 冷却水:流量 12L/MIN,温度≤26℃;
5、 工作环境温度:0 - 50℃;
6、 气阀规格:AC220/AC110/DC24V(出厂设定).



