
厂家直销定量叶片泵PV2R1-25注塑机专用油泵油压机专用油泵
金中液压有限公司专业液压油泵,液压阀,液压系统
我们是用德国进口的轴承,日本进口的油封,
台湾的主轴和叶片,日本先进技术。
可变容量叶片泵(VP系列,中压泵HVP系列),
可变容量柱塞泵(V系列和P系列)
定量叶片泵 (50T,150T,PV2R系列),
齿轮泵 (PA,PB GPY)
◆低騷音,高效率,省馬力 ,高壓輪葉型幫浦,適用於塑膠射出成型機、壓鑄機、壓床、褶床、擠型機、工作母機、單能機等油壓機械。
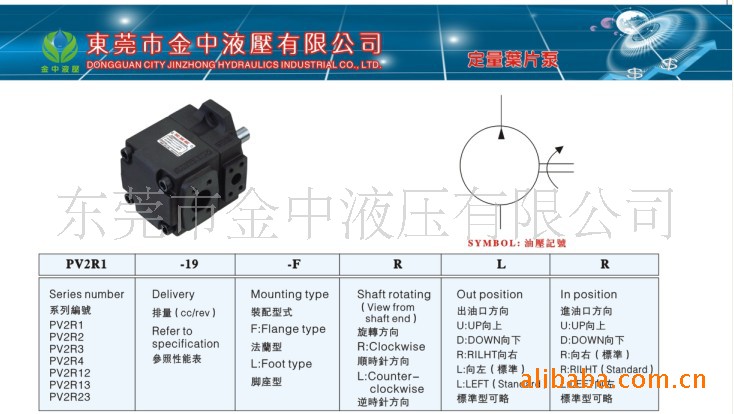
◆型式號碼表示法 / MODEL NUMBER DESIGNATON
PV2R1──25── L──R
① ② ③ ④
① 系列號碼Serial Nunber
②吐出量Dilivery capacity
③裝配型式Assemble model L:腳座型Foot Type
F:法蘭型Frange Type
④ 回轉方向(自軸側觀之) Direction of Revolving
R:順時針方向Clock wise Direction
L:反時針方向counter-clockwise direction
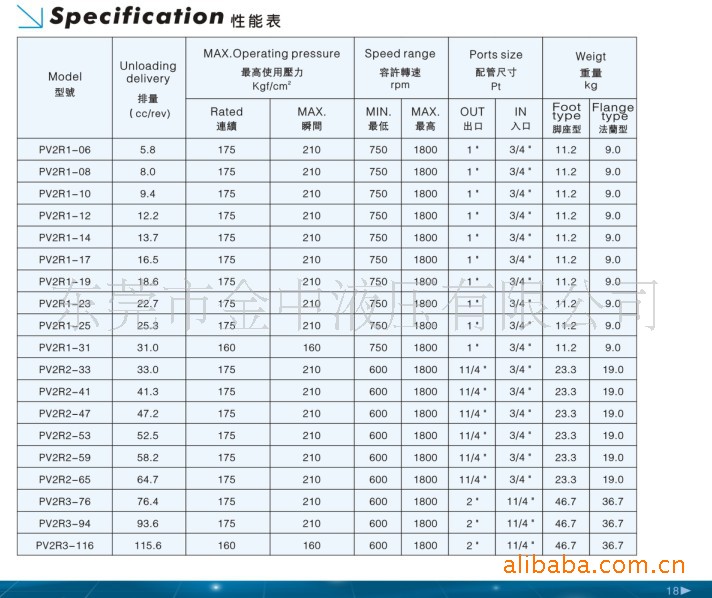
◆性能表 / SPECIFICATION
型式 號碼 MODEL | 吐出容積 cc/rev DELIVERY CAPACITY | 使用壓力kg/cm2 OPERATNG PRESS | 回轉速度 SPEED r.p.m | 配管尺寸PT PORTS SIZE | 重量 WEIIGHT (kg) | |||||||
迴轉速度SPEED( r.p.m) | 最高 MAX | 定格 RATED | 最高 MAX | 最低 MIN | 出口 OUT | 入口 IN | 腳座型 FOOT TYPE | 法蘭型 FLANGE TYPE | ||||
1000 | 1200 | 1500 | 1800 | |||||||||
PV2R1-06 | 6.1 | 7.3 | 9.2 | 11.3 |
210 |
175 |
1800 |
950 | 1” | 1/2” | 11.2 | 9 |
PV2R1-08 | 8.0 | 9.5 | 12.0 | 14.5 | ||||||||
PV2R1-10 | 10.1 | 12.2 | 15.4 | 18.4 | ||||||||
PV2R1-12 | 12.2 | 14.2 | 18.1 | 21.8 | ||||||||
PV2R1-14 | 13.7 | 17.0 | 21.5 | 25.6 | ||||||||
PV2R1-17 | 16.6 | 20.5 | 25.6 | 30.7 | ||||||||
PV2R1-19 | 18.6 | 23.0 | 28.8 | 34.5 | ||||||||
PV2R1-23 | 22.7 | 27.9 | 34.9 | 41.9 | ||||||||
PV2R1-25 | 25.3 | 30.0 | 37.3 |
| ||||||||
PV2R1-26 |
|
|
|
|
|
|
|
| ||||
PV2R1-31 | 31.0 | 37.3 | 46.06 |
| *175 | *160 |
|
| ||||
PV2R2-33 | 33.0 | 38.5 | 48.1 | 57.7 |
210 |
175 |
1800 |
950 |
1 1/4” |
3/4” |
23.3 |
19 |
PV2R2-41 | 41.3 | 49.2 | 61.5 | 73.8 | ||||||||
PV2R2-47 | 47.2 | 57.8 | 71.3 | 86.6 | ||||||||
PV2R2-53 | 53.1 | 63.5 | 79.7 | 95.8 | ||||||||
PV2R2-59 | 59.2 | 71.0 | 88.8 | 106.9 | ||||||||
PV2R2-65 | 65.2 | 78.0 | 97.8 | 117.5 | ||||||||
PV2R3-76 | 76.4 | 91.5 | 114.4 | 137.2 | 210 | 175 | 1800 | 950 | 2” | 1 1/4” | 46.7 | 36.7 |
PV2R3-94 | 93.8 | 113.5 | 141.6 | 169.8 | ||||||||
PV2R3-116 | 115.6 | 139.2 | 174.0 | 208.8 | *175 | *160 | ||||||
所有PV2R12高压叶片泵具有低重量功率比、高效率、低噪音、多种进油口与出油口位置和易维修等优点. |
控制油块套件结构保证迅速又高效的现场维修性。控制油块套件与驱动轴是分离的,不用把泵从其机座拆下即可很容易改变流量容量和进行维修。 |
PV2R12高压叶片泵具有减磨损和消除径向载荷的液压平衡特性,可保证寿命长。 |
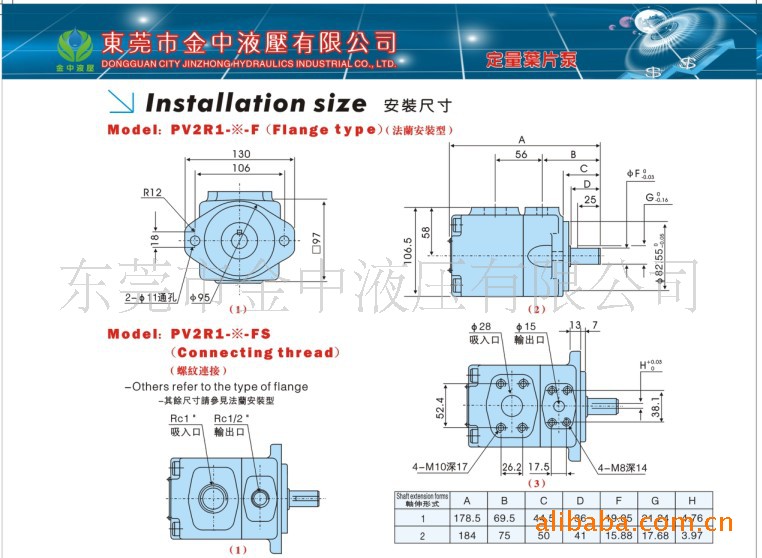
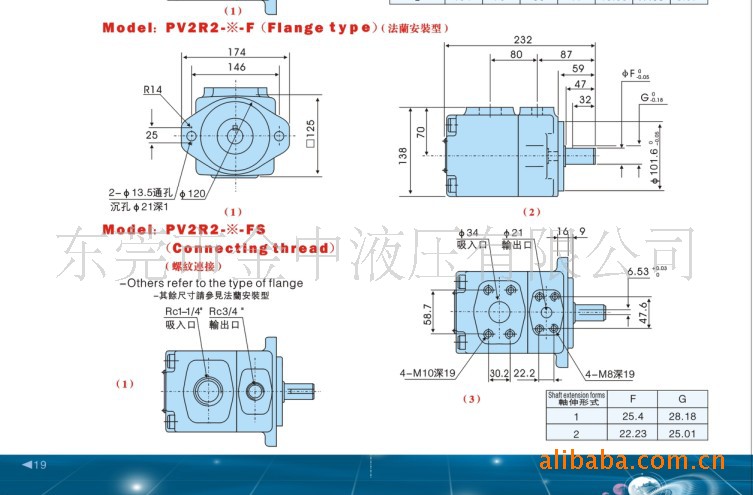
进油口和出油口互相间可以取向成四种不同的相对位置,提供很大的安装灵活性并便于机械设计 |
一、油泵的安装顺序:
1、将机组放在埋有地脚螺栓的基础上,在底座与基础之间,用成对的楔垫用校正用。
2、松开联轴大,用水平仪分别放在油泵和底座上,通过调整楔垫,校正机组水平,适当拧紧地脚螺栓,以防走动。
3、校正泵轴和电机轴的同心度,在联轴大路外圆上,允许偏差0.1毫米;两联轴器平面的间隙应保证2~4毫米,(小泵取小值)间隙要均匀,允差0.3毫米。
4、在接好管路及确定电动机转动方向后,再接上联轴器,并再校核一遍轴的同心芳。
5、在机组实际试运行2~3小时后,作最后检查,如无不良现象,则认为安装合格。在试运过程中检查轴承的温度和振动情况如下:
6、在安装过程中,为防止杂物落入机器内,机组的所有孔眼均应盖好。
7、为防止管线中杂物进入泵内,对新安装的管线,在油泵胶应装设过滤器,其有效截面应大于吸入管截面的2~3倍。





