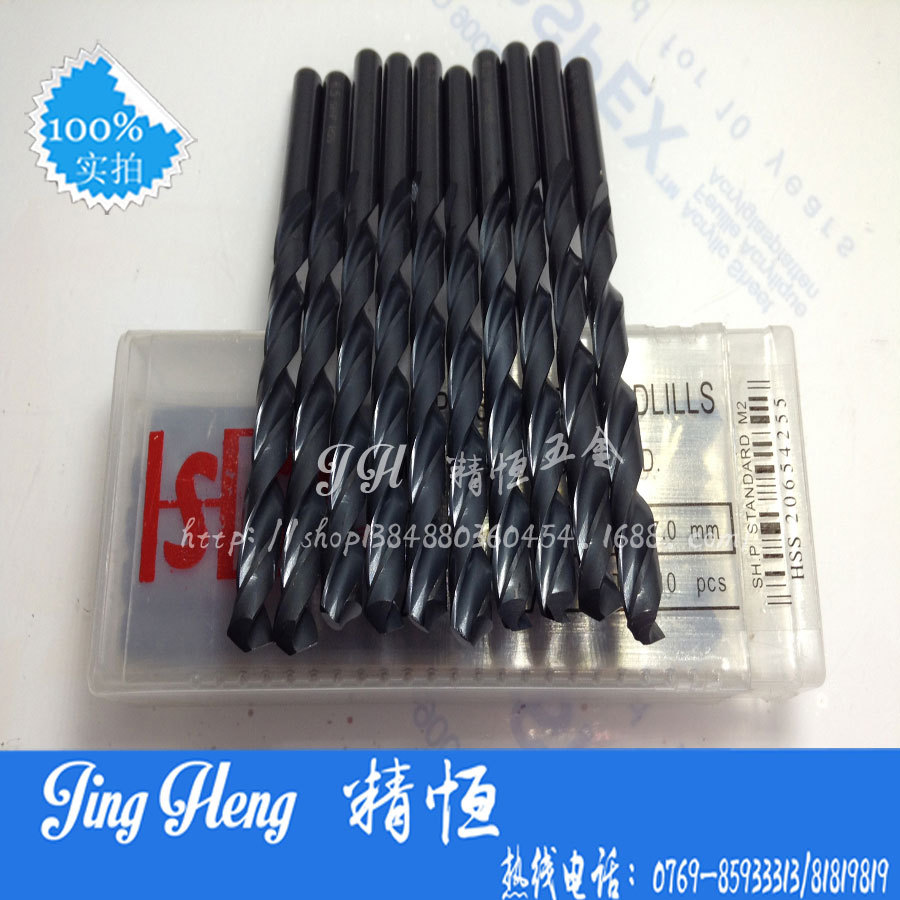
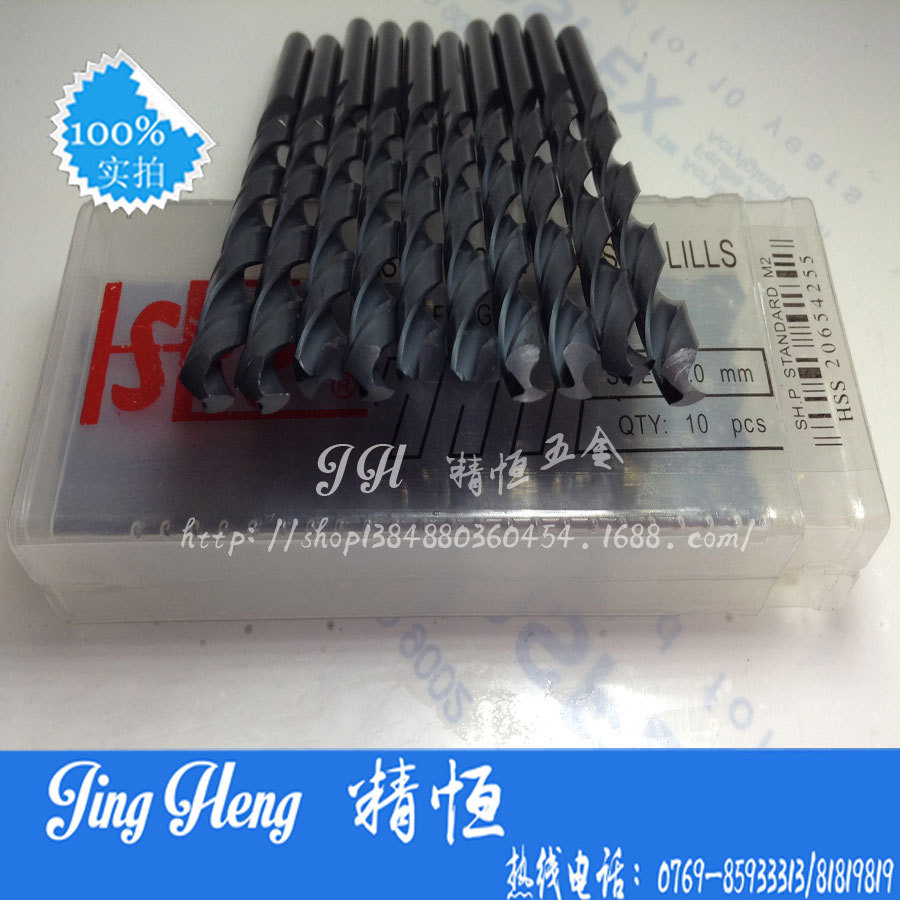
精恒大量库存锐利钻头 锐利高速钢钻头 直柄麻花钻 M2锋钢钻咀

东莞市沙田精恒五金配件行
中国 东莞
产品属性
图文详情
品牌推荐
品牌/型号
SHP/锐利/多款供选
加工定制
否
是否标准件
标准件
品牌
SHP/锐利
型号
多款供选
是否进口
是
材质
高速钢
类别
直柄麻花钻
规格(直径*全长)
0.30,0.40,0.5-0.65,0.7-0.8,0.85-0.95,1.0-2.0,2.05-3.0,3.1-3.5,3.6-4.0,4.1-4.5,4.6-5.0,5.1-5.5,5.6-6.0,6.1-6.5,6.6-7.0,7.1-7.5,7.6-8.0,8.1-8.5,8.6-9.0,9.1-9.5,9.6-10.0,10.1-10.5,10.6-11.0,11.1-11.5,11.6-12.0,12.1-12.5,12.6-13.0,13.5,14.0,14.5,15.0,15.5,16.0,16.5,17.0,17.5,18.0,18.5,19.0,19.5,20.0