中走丝线切割机床 际宇国产中走丝价格 中走丝 粗糙度

珠海市杜芬自动化科技有限公司
珠海市珠海市香洲区界涌华宇路615号(际宇数控机床)
产品属性
图文详情
品牌推荐
品牌/型号
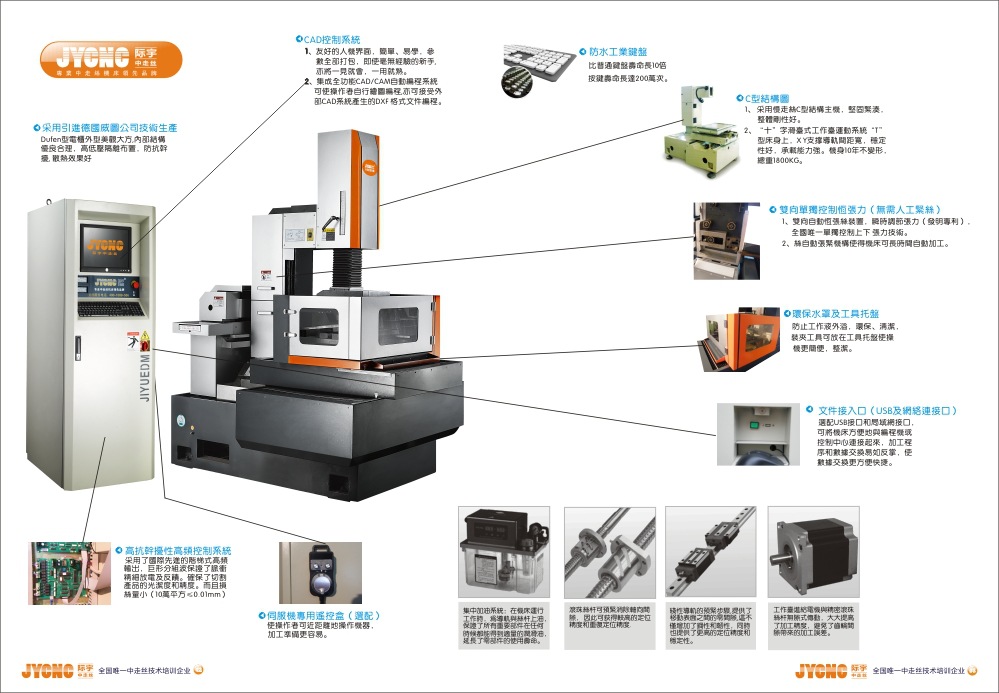
际宇/AQ-540T
最大加工速度
180(mm/min)mm/min
主机装箱尺寸
1960*1620*2160
表面粗糙度
1.0(um)um
最大加工电流
6(A)A
最大切割斜度/工件厚度
300
最大功耗
2.3kw
工作台承受重量
320
电极丝直径范围
0.12~0.25mm
走丝速度
1~12m/min
加工精度
0.01mm
输入电压
380
品牌
际宇
工作台面尺寸
760*540mm
适用行业
通用
Z轴行程
250
工作台行程(X*Y)
500*400
锥度
6‘/80
最大切割厚度
300(mm)mm
主机重量
2200
最大承重
320Kg
型号
AQ-540T